
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки прогибом от иеравномериого по сечению охлаждения поковок (например, при укладке горячей поковки на колодные плиты, сырой пол); прогибом из-за небрежной передачи поковок иа стеллажи охлаждения или укладки; короблением (поводкой) при .ермо-обработке из-за несовершенства процесса иагрева или охлаждения. Для исправления кривизны с целью упрощения процесса стремятся применять холодную правку. Однако холодную правку ие всегда можно допускать. Холодноправленные поковки легко изменяют свою форму, особенно если иа них действуют нагрузки, противоположные по знаку тем, которые были применены при правке. В процессе вксплуатации они могут изгибаться при нагрузках значительно меньших, чем расчетные. Поэтому целесообразно производить высокий отпуск порядка 680-700 °С или же выполнять правку в нагретом состоянии при тех же температурах. Холодная правка вызывает в металле наклеп, который при последующей термической обработке может привести к образованию зон с укрупненным зерном, что ухудшит качество детали. Для ответственных деталей, эксплуатирующихся при енакопеременных нагрузках и устанавливающихся на изделие без механической обработки, вредной является колодная правка вручную при помощи удара кувалдой или тяжелым молотком, дающим местные вмятины. Для правки технологически неизбежных искривлений поковок или деталей применяют рихтовальные станки различных конструкций. При правке на прессах в качестве инструмента применяют правильные плиты (снизу) и плоский боек (сверху) несколько большей ширины, чем боек, применяемый для ковки. Для повышения эффекта правки используют прокладки толщиной 8-10 мм. Расстояние между ними меняют в зависимости от размеров поковки и величины искривления. Наименьшая высота прокладок обеспечивает безопасность работы, исключая их вылетание из-под поковки. Расположение прокладки под кромками поковки не допускается. , 3. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Основными этапами разработки технологического процесса ковки являются: составление чертежа поковки с иа-зиачением припусков, допусков и напусков и определение массы поковки; определение массы и размеров заготовки, установление необходимой уков-ки и выбор слитка или проката на заготовку; выбор основных, вспомогательных и отделочных кузнечных операций и их последовательности, а также основного и вспомогательного инструмента и приспособлений; выбор кузнечного оборудования необходимой мощности и габаритных размеров; установление режимов нагрева и охлаждения поковки, типов и размеров нагревательных устройств; определение состава обслуживающего персонала и норм времени на ковку; разработка мероприятий по органи-вации рабочего места и охраны труда. Чертеж поковки составляют на основании чертежа готовой детали или чертежа обработанной поковки, поставляемой заказчику; при этом устанавливают припуски на обработку резанием, допуски на ковку и при необходимости напуски на поковку. На рис. 18 показана схема расположения припусков и допусков на поковке. Контур поковки вычерчивают сплошными контурными линиями по номинальным размерам. Габаритный контур готовой детали или заготовки после механической обработки вычерчивают на чертеже поковки тонкими линиями. Цифры без скобок над размерной линией обозначают номинальные размеры, цифры в скобках под размерной линией - номинальные размеры детали или обдирочные размеры заготовки, если последняя непосредственно после обдирки подвергается термической обработке; цифрами со знаками плюс и минус, расположенными справа от номинального размера поковки, указывают соответственно величины верхнего (положительного) или йижиего (отрицательного) отклонения. Иаибольший размер ткоВни Наибольший, npunifcif Доле допоена, Нотнальнш разпер поно& 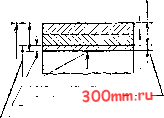 I,УТазпер оистого изЗепия /1о8редеммь/й слой, /металла Наименьший приписк. Наименьший размер ло/<ввпи. Рис. 18. Схема расположения припусков и допусков на поковке Припуски на обработку и допуски на ковку, а также условия образования уступов, выемок, фланцев, буртов регламентированы ГОСТ 7829-70 для поковок, изготовляемых под молотами, и ГОСТ 7062-79 для прессовых поковок массой до 100 т. ГОСТами предусмотрены припуски и допуски для поковок различной формы, изготовляемых из углеродистой и легированной сталей. Примеры назначения припусков и допусков на детали круглого и прямоугольного поперечных сеченнй типа валов и брусков показаны на рнс. 19, Пример чертежа поковки круглого сечения с уступами и выемками, выполненного в соответствии с ГОСТ 7062-79 нз стали 35, приведен на рис. 20. На чертеже всегда проставляется общая длина поковки. В поковках типа вала длину элемента, который куют последним (элемент диаметром 380 ± 9 мм на рис. 20), не проставляют, а определяют расчетным путем. Размеры поковок типа вала с усту- Рис. 20. Пример чертежа поковки круглого сечения с уступами и выемками, ио.гучек-иой ковкой иа прессе 67Zt 17 (600) , 9-ю {6301 (120) 708tt2 Рис. 19. Примеры назначения припусков и допусков иа поковки, получаемые на молотах пами проставляют от базового сечения, являющегося торцом участка с наибольшим диаметром (правый торец участка диаметром 740 ± И мм). Припуски и допуски на поковки из высоколегированных сталей и сплавов цветных металлов назначают по заводским и ведомственным нормалям. Припуски и допуски на поковки из углеродистой стали, если их масса больше 100 т, также назначают по нормалям. Кроме припусков и допусков, оговоренных ГОСТ 7829-70 и ГОСТ 7062-79*, есть припуски на пробы для различных испытаний и контроля макроструктуры, а также припуски под захваты для подвешивания поковок при термообработке. Как правило, их назначают на концевые части поковок, обращенные к прибыльной части слитков. На длину пробы назначают напуск, величина которого равна ширине проточки при отрезке пробы. Так, прн ковке на прессе и молоте длина пробы (припуск иа пробу) равна 200 мм. Участок поковки (1000) (то) 20S7±n лиш. (гюо) (3300) ПОД пробы выполняют диаметром, равным диаметру концевой части поковкн, но ие более 250 мм. Припуски и допуски для ряда ти- повых покозок из углеродистой и легированной сталей, изготовляемых свободной ковкой на молотах и прессах, приведены в табл. 63-73. 63. Припуски и предельные отклонения размеров для гладких поковок круглого, квадратного и прямоугольного сечений, изготовляемых свободной ковкой иа молотах 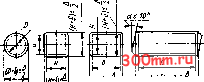
64. Дополнительные припуски S для поковок круглого и квадратного сечений с уступами, изготовляемых свободной ковкой на молотах 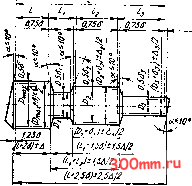 Размеры в мм
Примечание. По табл. 63 назначают основные припуски и предельные отклонения размеров на диаметры, общую длину н размеры от единой базы до высту-. нов и уступов исходя нз полной длины вала и рассматриваемого сечения. За базу выбирают торец выступа наибольшего диаметра. Затем назначат по табл. 64 дополнительный припуск на диаметры всех сеченнй, кроме основного. X т § §1 gels it о S 1° S с 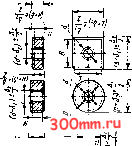 
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


