
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки Продолжение табл. 70
Продолжение табл. 70 Длина детали L Размер сечеиия S, Н
Припуски (б, б,) и предельные отклонен
Длина детали L 29гЬ9 30±9 31±10 32±10 33±10 34±11 35±11 36±11 37±12 38±12 39±12 42±13 43±13 44±13 45±14 47±14 50±15 53±16 56±17 30±9 31±10 32±10 33±10 34±11 36±11 36±11 37±12 38+12 39±12 40±13 43+13 44±13 45±14 47±14 49±15 52+16 55±17 5918 31±10 32±10 33±10 34+11 35±11 36±11 37±12 38±12 39±12 40±13 41±13 44±13 45±14 47±14 49±15 51.-±:16 54±17 58±18 33+10 34±11 35±11 36±11 37±12 38+12 39±12 40±13 41±13 42±13 45d=14 47±14 49±15 51±16 53±16 57±18 34±11 35±11 36±11 37±12 38±11 39±12 40±13 41±13 42±13 43±14 47±14 49±15 51±16 53±16 56±17 Размер сечеиия S, Н 36±12 37±12 38±12 39±12 40±13 41±13 42±13 43±14 45±14 49±15 51±16 53±16 56±17 св. 1250 до 1400 св. 1400 до 1600 св. 1600 до 1800 св. 1800 до 2100 Припуски (б, 6i) и предельные отклонен
45±14 47±15 49±16 51±16 54±17 L > 1 П р н м е ч а и и е Данные табл. 70 распространяются на детали, у которых ,оНо и Яо < о < 1,5Яо. * 71. Дополнительный припуск для поковок круглого и квадратного сечеиия с уступами, изготовляемых на прессах (l,lj0,7Sij-0.7Si,IU.5&,/i Размеры в мм Дополнительный припуск иа диаметр (размер) Разность диаметра (размеров) сечений До 56 Св, 56 до 80 80 112 112 140 140 180 Св. 180 до 224 Св. 224 до 250 Св. 250 до 280 Св. 280 до 315 Св. 315 до 355 Св. 355 до 400 Св. 400 до 425 Св. 425 до 450- Св. 450 до 475 Св. 475 до 500 Дополнительный припуск ва диаметр (размер) 19 20 22 23 24 25 27 29 30 32 34 36 40 45 50 Разность диаметра (размеров) сечений Св. 500 до 530 Св. 530 до 560 Св. 560 до 600 Св. 600 до 630 Св. 630 до 670 Св. 670 до 710 Св. 710 до 750 Св. 750 до 800 Св. 800 до 850 Св. 850 до 900 Св. 900 до 950 Св. 950 до 1000 Св. 1000 до 1100 Св. 1100 до 1200 Св. 1200 до 1300 Примечание. По табл. 69 н 70 выбирают основные припуски б и предельные отклонеиня ~ кь диаметры (размеры) рассматриваемого сечеиия. Прнпускн и предельные отклонения иа общую длину и размеры от единой базы до выступов и уступов выбирают в соответствии с эскизом к табл. 71. За базу выбирают торец выступа наибольшего диаметра. Затем назначают дополнительный припуск по табл. 71 иа диаметры всех сечеиий, кроме основного, в зависимости от разности диаметров осиовнся-о и рассматриваемого сечеиия детали. Для поковок с квадратными (прямоугольными) сечениями вместо диаметров принимают размеры стороны сечения. 72. Припуски и предельные отклонения размеров для поковок типа муфты и дисков сплошных и с отверстиями, изготовляемых иа прессах (группа точности П) 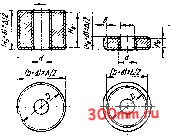 Размеры в мм Высота детали Яо Диаметр детали D
Прнпускн (б) н предельные отклоне ння (± -f)
Высота детали Яо Диаметр детали D
Прнпускн (б) и предельные отклонения
продолжение табл. 72 Высота детали Диаметр детали D ш о О с1 Припуски (б) и предельные отклонения Св. 400 до 500 500 630 630 800 800 1000 1000 1120 1120 1250 1250 1400 1400 1550 1550 1700 28±1 29±12 30±12 31±13 29-fcl2 30±12 31±13 32±13 33±14 30±12 31±13 32+13 33+14 35+14 37+15 31+13 32+13 33+14 35+14 37+15 39+16 41+17 32+13 33+14 35+14 37+15 39+16 41 + 17 43+18 45+19 33+14 35+14 37+15 39+16 41+17 43+18 45+19 47+20 49+21 35+15 37+15 39+16 41+17 43+18 45+19 47+20 49+21 51 + 21 37+15 39+16 41+17 43+18 45+19 47+20 49+21 51+21 53+22 39+16 41+17 43+18 45+19 47+20 49+21 51+21 53+22 55+23 Диаметр детали D
73. Припуски и предельные отклонения размеров для поковок типа цилиндров с отверстиями с постоянным и переменным по длине сечением, изготовляемых на прессах (группа точности П) Бахрома 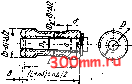 Размеры в мм Длина детали h Св. 1 ООО 1 250 1 600 2 000 2 500 3 150 4 000 5 000 6 300 8 000 9 000 10 000 11 ООО До до % % % % I ООО 1 250 1 600 2 000 2 500 3 150 4 000 5 000 6 300 8 000 9 000 10 ООО II ООО 12 000 Диаметр детали D
припуски (6) и предельные отклонения (.4-) 30+11 31+11 32+13 33+13 34+13 35+14 36+14 37+15 38+15 31+11 32+13 33+13 34+13 35+14 36+14 37+15 38+15 39+16 32+ 33+ 34+ 35+ 36+ 37+ 38+ 39+ 40+ 41 + 42+ 33+13 34+ 13 35+14 36+14 37+15 38+15 39+16 40+16 41+17 42+17 43+17 45+18 47+19 34+13 35+14 36+14 37+15 38+15 39+16 40+16 41 + 17 42+17 43+17 44+18 46+19 48+20 50+21 35+14 36+14 37+15 38+15 39+16 40+16 41+17 42+17 43+17 44+18 45+18 47+19 49+20 51 + 21 36+14 37+15 38+15 39+16 40+16 41 + 17 42+17 43+17 44+18 45+18 47+19 48+20 51 + 21 52+21 37+15 38+15 39.+16 40+16 41 + 17 42+17 43+17 44+18 45+18 47+19 48+20 50+21 52+21 53+21 Диаметр детали D
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


