
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки Длина детали L Диаметр детали D
Припуски (6) и предельные отклонения ± 1 250 до 1 600 2 000 2 500 3 150 4 000 5 000 6 300 1 600 2 000 2 500 3 150 4 000 5 000 6 300 8 000 8 000 9 000 9 000 10 000 10 ООО 11 ООО И ООО 12 000 Длина детали L 40±16 41±17 42±17 43+17 44+18 45±18 47+19 48±20 50+21 52+21 53+22 54+22 41+17 42+17 43±17 44+18 45+18 47+19 48+20 50±21 51 + 21 53+22 54+22 55±23 42+17 43±17 44+18 45+18 47+19 48±20 50±21 51+21 52+21 54±22 55+23 56±24 43+17 44±18 45±18 46+19 48+20 49+20 51 + 21 524:21 53+22 55+23 56+24 58±2 44±18 45+18 46+19 47+19 49+20 50+21 52±21 53+22 54+22 56±24 58+25 60+25 46-tl9 47+19 48+20 50+21 51±21 53+22 54+22 56+24 58+25 60+25 62+26 Диаметр детали 47+19 48+20 49+20 51 + 21 52+21 54+22 56+23 58+25 60+25 62+26 64±27 48+20 49+20 50±21 52±21 53±22 55+23 57+25 59+25 61 + 26 63+27 65+27 - оо £0 О ш о U Ч оо оо ffl о CM -< 03 о см со Припуски (6) и Предельные отклонения ±
Примечание. Данные табл. 73 распространяются на детали, у которых L > 1,2D и d > 0,5D, При этом минимальная толщина стенкн поковки не долл!на быть менее 100 мм. 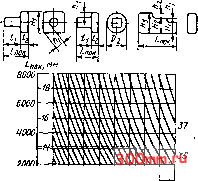 й 15151719 Z1 25 2729 31 33 1 I I 1 I I I I 400 600 800 мп Рис. 21. К определению наименыией вы-:оты уступов в выемок при ковке на прессах Во избежание перерезывания волокон металла при обработке резанием необходимо, чтобы коитур поковки Максимально соответствовал контуру детали. Количество уступов и выемок иа поковке зависит от возможности их выполиеиия при ковке, а также от наличия соответствующего инструмента и количества однотипных поковок. Для небольшого числа поковок изготовление специального инструмента часто обходится дороже, чем потери металла иа иапуски и на увеличение объема механической обработки. Образование уступов практически возможно при ковке только при определенной разнице диаметров выступа и уступа и достаточной длине последнего. Ковка коротких уступов с малой Высотой выступа экономически нецелесообразна. Уступы и выемки ие обжимают, если разность их диаметров и диаметров прилегающих участков меньше опре-деленной величины и если они малой Длины, хотя указанная разность диаметров достаточная. Промежуточные уступы обжимают при меньшей разности их диаметров и диаметров прилегающих участков, а также При 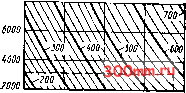 200 Ш 600 S00 Рис. 22. К определению наименьшей длины уступов н выемок при ковке ва прессах 
В 200 W0 600 ОООЦИрм Рис. 23. К определению наименьшей длины буртов при ковке на прессах е 5 ч Рис. 24. Схема нанесения напусков на поковку типа вала: Г - иа уступ; 2 - вв выемку! 3 - т tлaнeц! 4 - иа бурт; 6 - припуск! 6 - онтур детали меньшей нх длине по сравнению с диаметрами и длиной выемок и коицевыя уступов. На рнс. 21-23 приведены графики для определения наименьших длин буртов, уступов и выемок. При определении наименьшей высоты выступов hi, hi, hi и he (см. рис. 21) и глубины выемок ftj и /14 исходят из общей длины поковкн LnoK и днаме-*ров выступа £) , Dg, D4, Dj, Dg (или Яг, На), прилегающего к уступу. Например, при определении наименьшей высоты fti берут общую длину Ьок и диаметр выступа D2, для ftj принимают LnoK и D3 и т. д. Если LnoK = = 3100 мм и D2 = 740 мм (см. рис. 21), наименьшее значение hi составляет 30 мм. Наименьшие длины уступов 1, I2, I3 и т. д. (см. рис. 21), которые могут быть получены при ковке, также определяют исходя из общей длины поковки и диаметра или высоты прилегающего выступа по зависимостям на рис. 22. Если общая длина поковки LnoK = 3100 мм, а диаметр Г>з = 940 мм, то наименьшая длина уступа I2 - 580 мм (см. штриховую линию на рис. 22). Наименьшую поковочную длину бурта определяют по диаграмме (см. рис. 23) исходя из его диаметра (стороны квадрата Н) и диаметра d прилегающего уступа или выемки. Поковочная наименьшая длина фланца должна быть в 1,5 раза больше поковочной длины бурта, определенной по рис. 23. На рис. 24 показаны места нанесения напусков на элементы поковки, которые нельзя определить по диагра.ммам, приведенным на рис. 21-23. Определение массы и размеров заготовки. Основная часть массы заготовки приходится на массу поковки, которую определяют умножением объема поковки (дм) на плотность (кг/дм). Для подсчета объема поковки разбивают на элементарные участки и определяют их объем по геометрическим формулам. При этом в расчетах используют номинальные размеры поковки (без учета допусков). Массу галтелей на поковке определяют по номограммам. Масса заготовки (слитка) Озаг - Опок + Оприб -+ Одн где Оцок. Оприб. Одн. Ообс. Оуч - соответственно масса поковки, прибыльной части слитка, донной части слитка, обсечек и угара (при ковке проката Оцриб = Одн = 0). Для слитков, заливаемых сверху с утепленной надставкой, масса прибыльной части (Зприб составляет 20- 25 % массы слитка для конструкционной углеродистой стали и 25-30 % массы слитка для конструкционной легированной стали. Для слитков, отливаемых без утепленной надставки, масса прибыльной части составляет 35-40 % массы слитка. Для инструментальной легированной стали при заливке в нормальные изложницы Одриб может достигать 50-60 % массы слитка. Масса донной части слнтка Одц составляет 3-5 % массы слитка для углеродистой стали и 5-7 % для легированной стали. При ковке катаной заготовки Одриб = Одн = 0. Рассчитать массу обсечек затруднительно, так как она зависит от конкретного технологического процесса. Поэтому обычно составляют нормали и диаграммы исходя из статистических данных Ообс для поковок сходной конфигурации. Можно достаточно точно подсчитать только отход металла при прошивке и концевые отходы при отрубке концов. Отход металла при прошивке где k - коэффициент, учитывающий условия прошивки (при прошивке сплошным прошивнем с кантовкой k = 0,20-0,25; при прошивке с подкладным кольцом k = 0,70--0,75); d - диаметр прошиваемого отверстия;-заг - высота заготовки перед прошивкой. При прошивке пустотелым прошивг нем К = (1,1 Н- 1,15) -Язаг. где - внутренний диаметр прошивня. Если при ковке длинных поковов не предусмотрен избыточный материал на отрубку концов, то не выдерживаются размеры по длине или ухудшается качество торца изделия - об-)азуется бочка, как при протяжке. 1ри образовании бочки или торцовой конической утяжины увеличивается объем последующей металлообработки. Длина отрубаемой части должна быть достаточной для возможности отрубки и получения торца хорошего качества. При ковке на молоте длина .на отрубку: для круглой Поковки L = 0,361>пон+ Ч 15; для поковки с прямоугольным сечением L = 0,25Лпок + 15. При ковке на прессе длина на отрубку: для круглой поковки L = 0,25Опо + + 25; для поковки с прямоугольным сечением L = 0,13Лп к + 50. Здесь Оцок и Лпок - соответственно диаметр и меньшая сторона прямоугольного сечения поковки. Отход на угар берут в процентах от массы нагреваемого металла. При нормальных условиях за каждый нагрев в среднем угар составляет 3 % массы нагреваемого металла. При каждом подогреве угар составляет 1,5 %. При ковке из проката угар меньше, чем при ковке из слитков (из-за меньшего времени нагрева); он составляет 2- 2,5 % массы заготовки. Расчеты массы заготовки при ковке поковок различных форм значительно упрощаются при использовании нормативных коэффициентов выхода годного. Коэффициент выхода годного цк определяет экономичность предложен-його технологического процесса: г, - пдн Озаг Величину fep = -!- =-заг пок пок обратную Цпок называют коэффициентом расхода металла. Для разного типа поковок, получаемых из слитков и проката, существуют нормативные коэффициенты выхода годного (иногда их выражают в процентах) или расхода металла. Тогда примерная масса заготовки Г) Опок ь /1 заг----- ВрОдок- Чпок Массу заготовки можно определить с помощью номограмм. При ковке рекомендуется использовать следующие значения уковки н осадки: при биллетировке нормальных слитков у =. 1,15-7-1,2; при осадке слитков для улучшения качества металла = 2-4-3; при протяжке слитков после улучшающей осадки > 2j общая уковка при протяжке нормальных слитков из углеродистой и среднелегированной сталей общ = = 2,5-ьЗ,75 (меньшее значение для слитков массой 1 т, большее - для слитков массой 200 т; для удлиненных сянтков общ > 2); для заготовительных операций значения уковкн и осадки следующие: у > 2,5 при протяжке по схеме круг- круг; > 1,8 при протяжке по схеме круг-квадрат-круг или квадрат-квадрат; г/ 1,5 при протяжке с оправкой; у > 1,8 при раскатке; у > 1,8-2 при заковке отверстий; общая уковка при ковке легированных сталей УоОих ~ 3- О (общ в этом случае зависит от направлений продольных волокон в поковке и действия наибольших напряжений в детали; чем больше степень совпадения этих направлений, тем больше уковка); при использовании проката в качестве заготовки необходимо, чтобы тш общ>1.25, так как это обеспечивает измельчение выросших при нагреве зерен металла заготовки. Указанные степени уковки необходимо обеспечить для наибольших сечений заготовки. Определяющими факторами при выборе проката или слитка для ковки данной поковки являются ее масса и марка материала. Если масса поковки из углеродистой стали не превышает нескольких сот килограммов, то применяют прокат. При массе поковки типа вала >700-800 кг н типа колец и дисков > 200 кг применяют слитки. Если материал поковки легированная сталь, то иногда применяют слитки для относительно мелких поковок (массой 100 кг и более), т. е. все зависит от марки материала. Зная массу слитка и тип поковки, выбирают тип слитка (обычный, удлиненный и т. д.). Для ответственных поковок куют из отдельного слитка Одну поковку. В других случаях массу слитка и число получаемых из него поковок определяют исходя из удобства ковки и наименьшей себестоимости поковки. После определения типа заготовки (слиток или прокат) устанавливают потребную уковку для получения качественной поковки. За-feM рассчитывают размеры заготовки. Выбор размеров заготовки зависит от ее типа (слиток, прокат) и основной 74. Классификация поковок по группам (I-VII) и по подгруппам (1, 2 и т. д.) Инструмент Цилиндрические сплошные гладкие и с уступами Прямоугольного сечения гладкие и с уступами о а С от с о >, Е я S = 5; с а: 3 о * й ga и: т о О) О) Смешанных сечений (сплошные с уступами и расположением отдельных частей в одной, двух, трех и более плоскостях) ча О Ц II со в- о OJ С S - Н со 1. ft- 7! О > > О ч > X Вырезные бойки Плоские бойки или верхний плоский боек, нижний вырезной При обеспечении необходимой уковки без осадки! когда вырез бойков соответствует сечению слитка (заготовки) и не требуется разделительного инструмента При применении разделительного инструмента При обеспечении необходимой уковки без осадки Продолжение табл. 74
о > > а О -1 > га X X О О -1 S га О 7! S
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


