
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки
КОВКА ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПР. СТАЛЕЙ И СПЛАВОВ 505 12. Зависимость технологических ковочных свойств от способа выплааки туры; высокое сопротивление деформированию; малая прочность (особенно при высоких температурах) межкри-сталлитных связей границ кристаллов при наличии вредных примесей (серы, свинца, сурьмы, олова и др,), резко понижающих пластичность и повышающих хрупкость сталей; отсутствие фазовой перекристаллизации в процессе ковки и при термической обработке; низкая теплопроводность, обусловливающая применение особых условий нагрева, и др. Ковку высоколегированных жаропрочных сталей и сплавов Необходимо осуществлять в однофазовом состоянии, так как при гомогенной структуре более равномерно происходит деформация отдельных кристаллов. Фактически же металл слитков такого типа сталей при температуре ковки в большинстве случаев имеет гетерогенную структуру, которая отличается значительной неравномерностью. Необходимая структура металла в этих сталях достигается условиями ковки. Термообработка (закалка с последующим старением) в большинстве случаев, применяемая для высоколегированных аустенитных сталей, в лучшем случае может обеспечить сохранение размеров зерец, полученных при ковке. Термообработка таких сталей может привести и к росту зерен без каких-либо возможных изменений их величин другими методами теплового воздействия на металл. Качество металла поковок высоколегированных сталей зависит от его металлургической природы, подготовки слитка под ковку, режима нагрева под ковку и охлаждения, температурных интервалов ковки, схемы напряженного состояния, степени и скоро- сти деформации. В табл. 11 представлены сведения о температуре начала интенсивного окалииообразоваиия для некоторых жаропрочных сталей и сплавов. Влияние металлургической природы слитка иа качество металла поковок Металл поковок из высоколегированных сталей должен быть плотным, физически однородным с минимальным содержанием газов и неметаллических включений. Дефекты металла в виде трещин и пористости снижают его свойства, являются сильными концентраторами напряжений и служат очагами разрушения изделия. Повышенное содержание газов в стали является причиной возникновения неметаллическх включений. Кроме того, резко выраженная транскристаллическая макроструктура слитков с зоной столбчатых кристаллов вблизи наружной поверхности создает значительную анизотропию свойств. Поэтому правильному выбору основных параметров ковки слитков и режиму выплавки должно уделяться в равной степени одинаковое внимание. Поглощение при выплавке кислорода, азота и водорода-одна из причин пониженной жаропрочности стали и плохой деформируемости. Кислород, взаимодействуя с расплавленным металлом, образует труднорастворимые тугоплавкие окислы хрома, алюминия и титана. Эти окислы при застывании обволакивают кристаллы металла. Азот в высоколегированных жаропрочных сталях вреден тем, что, взаимодействуя с хромом, титаном и алюминием, образует тугоплавкие нитриды или карбонитриды, часто в виде
♦ Образцы с надрезом, радиус 0,1 мм. Примечание. ОДП - открытая дуговая плавка; ВДП - вакуумно-дуговой переплав; ЭШП - электрошлаковый переплав; ОИП - открытая индукционная плавка; ВИП - вакуумная индукционная плавка. ликвационных скоплений, в сильиой степени ухудшающих пластичность сталей при ковке, а следовательно, и их деформируемость, У многих жаропрочных высоколегированных аустенитных сталей разность в температурах линии ликвидуса и солидуса достигает 100-200 °С. При кристаллизации сталей дендриты богаты тугоплавкими составляющими. Границы кристаллов обогащены легкоплавкими хрупкими составляющими, не входящими в состав твердого раствора. Из-за таких особенностей структуры слитка при ковке с появлением растягивающих напряжений в деформируемом объеме в первую очередь может наступить разрушение между кристаллами, а не пластическая деформация самих кристаллов. В слитках, полученных вакуумно-индукционной плавкой, электрошлаковым переплавом, электронно-лучевым и плазменно-дуговым способами, 17 п/р Е. И. Семенова можно ослабить и даже исключить дефекты, получаемые при плавке в открытых дуговых и индукционных электрических печах. По данным табл. 12 можно видеть, как влияют различные способы выплавки на свойства жаропрочных сталей и сплавов. Из данных табл. 13 видно, как влияет электрошлаковый переплав на качество исходного металла, полученного открытой дуговой плавкой. Механические свойства и микроструктура металла, полученного дуговой плавкой, после электрошлакового переплава резко улучшаются. Макроструктура становится болеее плотной и однородной, поверхность слитка чистая и не требует дополнительной зачистки, отсутствуют подкорковая и осевая рыхлости. Микроструктура металла свободна от неметаллических и строчечных оксидных включений. Электрошлаковый переплав, снижая содержание газов, способствует повы- П. Температура начала интенсивного окалииообразоваиия
Содержание церия, % расчетное Без добавок 0,15 0,15 0,25 0,25 0,35 0,35 актическое Число скручиваний до разрушения при температуре испытания, °С 1000 1100 11.50 0,009 0,02 0,06 0,009 0,07 0,003 8,0 14,0 13,5 12,5 9,5 15,5 20,0 16,5 27,5 24,5 17,0 32,0 17,0 23,0 22,0 29,0 35,5 17,5 41,0 17,0 25,5 23,5 56,5 32,5 15,5 46,0 21,0 1200 34,5 25,5 56,5 52,0 21,0 50,5 28,5 1250 35,6 30,0 47,0 6,0 13,0 66,5 30,0 шенню пластичности металла при горячей обработке давлением. Для лучшего раскисления и модифицирования высоколегированных сталей аустенитного класса также применяют редкоземельные металлы (РЗМ), главным образом церий. Такие металлы активно взаимодействуют с примесями металла, способствуют его очистке от неметаллических включений, растворению газов и устранению дефектов кристаллизации, а в аустенит-ных хромоникелевых и хромоникель-молибденовых сталях - снижению количества а-фазы. В табл. 14 приведены данные, характеризующие зависимость числа скручивания до разрушения образца из стали 06ХН28МДТ от процентного содержания церия в металле плавки. Способы разливки, улучшающие поверхность слитка, и подготовка оитка к ковке Хорошее качество поковок зависит от состояния поверхности слитка, которое получается путем применения рациональных методов и оптимальных режимов разливки стали, способствующих формированию плотной макроструктуры слитка, уменьшающих содержание в стали газов и неметаллических включений. При открытой разливке жидкого расплава в изложницы в атмосфере воздуха происходит контактирование и соединение части титана, содержащегося в жидком расплаве, с азотом и кислородом воздуха, приводящие к образованию нитридов й окислов титана. Эти соединения при разливке и кристаллизации могут пе- реместиться к поверхности изложницы, а затем концентрироваться в поверхностной зоне готового слитка, образуя подкорковую титановую пористость. Глубина залегания подкорковой пористости составляет 10-35 мм. Приме-, нение инертного газа при разливке, разливка металла под слоем жидкого шлака, разливка в вакууме уменьшают контактирование жидкого расплава с атмосферным воздухом, и глубина дефектного поверхностного слоя резко уменьшается. При ВДП зона поражения титановой пористостью практически отсутствует в сталях и сплавах. Слитки из высоколегированных жаропрочных сталей, пораженные подкорковой пористостью, подвергают обработке на токарных станках до полного удаления пористой поверхностной зоны. Температура и режим нагрева металла перед ковкой Очень важно выбрать оптимальную температуру нагрева высоколегированных жаропрочных сталей, так как в таких сталях при высоких температурах вблизи верхнего интервала ковки происходит интенсивный рост зерен вследствие активного развития собирательной рекристаллизации. Оптимальный температурный интервал ковки жаропрочных сталей устанавливается путем построения диаграмм пластичности (рис. 2), а температура конца ковки стали определяется по данным диаграмм пластичности и рекристаллизации сталей и сплавов. В табл. 15 приведены температуры. 13. Влияние электрошлакового переплава на качество металла в литом состоянии 14. Влияние церия на пластичность при различных температурах 3200 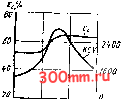 300 3000 7!00 1200 О) t,C SO 60 io to
3200 2Ш 1600 800 600 SOO 1000 mo mo гш ij t,C - Рис, 2. Диаграммы пластичности сталей й сплавов: й - 37Х12Н8Г8МФБ; б- ХН77ТЮР; *СТ ~ соответственно степени деформации при осадке на прессе н на копре соответствующие максимальной пластичности сталей и сплавов, для некоторых высоколегированных жаропрочных сталей и сплавов, по которым можно установить их температурный интервал ковки. Из данных табл. 15 видно, что температура кониа деформации высоколегированных жаропрочных сталей тем выше, чем более легирован сплав. Это связано с повышением у таких сплавов температуры начала рекристаллизации. Результаты изменения механических свойств материала промышленных крупногабаритных поковок из сплава ХН77ТЮР в зависимости от структуры приведены в табл. 16, а в табл 17- данные по механическим свойствам поковок из сплава ХН77ТЮР в зависимости от размера зерна. Для некоторых жаропрочных сталей необходимо устанавливать верхний предел нагрева слитка на 30-40 °С ниже температуры, соответствующей максимальной пластичности, так как такой перегрев из-за наличия в сталях боридной эвтектики может при ковке привести кразрушениюметалла слитка. На выбор оптимальных температур иагрева под ковку влияет чистота стали, так как вредные примеси резко ухудшают пластичность металла при ковке. В табл. 18 приведена зависимость образования количества а-фазы (б-феррита) от температуры иагрева для некоторых сталей, а в табл. 19 - данные о влиянии температуры и продолжительности выдержки на выделение а-фазы в стали 20Х15НЗМА. 16. Влияние структуры на механические свойства поковок 15. Температура максимальной пластичности сталей н сплавов
17. Зависимость механических свойств сплава от размера зерна
Из анализа табл. 18 и 19 видно, что с повышением температуры нагрева и с увеличением продолжительности выдержки растет содержание а-фазы, которое достигает критического значения для пластичности стали 20Х15НЗМА при температуре выше 1200 °С. Высокое содержание в высоколегированной жаропрочной стали феррит-ной фазы резко снижает при ковке пластичность стали, вследствие этого возможны несплошностн и образование трещин в металле заготовок. Поэтому для таких сталей, несмотря на запас пластичности, температура конца ковки устанавливается выше верхнего предела интенсивного образования а-фазы. В табл. 20 приведены данные о влиянии продолжительности выдержки и температуры ковки на ударную вязкость KCV образцов, взятых от слитка высоколегированного сплава.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


