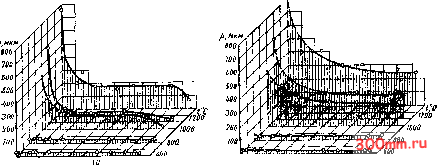
Рис. 27. Диаграммы рекристаллизации сплава с последующим нагревом до 1050 °С в течение 1,5
3. ТЕМПЕРАТУРНЫЙ ИНТЕРВАЛ КОВКИ И ШТАМПОВКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Алюминиевые сплавы
Температурные интервалы ковки и штамповки определяют по диаграммам пластичности, кривым течения, диаграммам сопротивления деформации, состояния и рекристаллизации.Высские
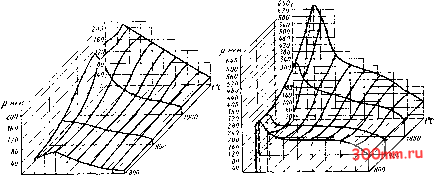
о W го 30 40 so so п so с , б)
ВТЗ-1: после осадки (а), после осадки ч (ff)
механические свойства и меньшая анизотропия свойств Получаются при суммарной деформации сплавов 65-75 %. Поэтому в случае обработки давлением слитков на заготовки суммарная степень деформации должна быть минимальной. По диаграммам рекристаллизации необходимо учитывать критическую степень деформации (12-15%). Поэтому ковку и штамповку проводят при больших обжатиях, исключающих рекристаллизацию сплавов с образова-
Зв. Температура ковки и штамповки, допустимая степень деформации алюминиевых сплавов
Темпера-
Допустимая
турный
степень
интервал.
деформации,
Сплав
АМц,
АМг2,
470-420
80 и
более
АД31,
АДЗЗ
А Кб,
Литой
40-50
Более
Деформи-
рованный
50-65
До, 80
470-440
Литой
АК8,
ВД17
450-420
40-50
Деформи-
рованный
50-70
До £0
АК4,
470-420
АК4-1,
50-60
Более
АМгб,
430-400
АМгб
В95,
430-400
Литой
В96,
30-4040-50
400-370
Деформи-
рованный
50-60
примечай
и е.
Скорость
деформирования
(м/с);
иа прес-
сах 0.3;
иа молотах 8.
нием крупного зерна. Допустимую степень деформации за основной ход машины определяют по диаграммам пластичности. При увеличении скорости деформации технологическая пластичность алюминиевых сплавов, за исключением высоколегированных, почти не понижается. При переходе от статических к динамическим испытаниям сопротивление деформации сплавов значительно возрастает.
Алюминиевые сплавы обрабатывают ковкой и штамповкой практически при любых скоростях деформации.
Температурные интервалы ковки и штамповки, допустимые скорости и степени деформации алюминиевых сплавов приведены в табл. 36.
Магниевые сплавы
Деформируемые магниевые сплавы наиболее широкое применение находят в виде штампованных заготовок. При штамповке магниевых сплавов применяют главным образом прессованные заготовки в виде прутков. Из сплавов А1А2 и МА8 можно штамповать детали простой конфигурации из литой заготовки. При штамповке крупных деталей следует учитывать более высокий по сравнению со ста-
37. Режим ковки магниевых сплавов на молотах и прессах