
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Автоматизация и механизация листовой штамповки ОХРАНА ТРУДА В КУЗНЕЧНО-ШТАМПОВОЧНЫХ ЦЕХАХ ООО т 200 о 200 т а) 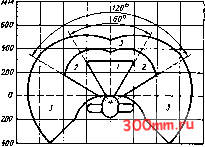 ООО iOO 200 о 200 Ш мм Я) Рис. 1. Зоны для выполнения различных операций и размещения органов управления при выполнении работ стоя в горизонтальной (а) плоскости и при выполнении работ сидя (ff): 1 - зона для размещения очень часто используемых и наиболее важных органов управления; 2 - зона для размещения часто используемых органов управления; 3 - зона размещения редко используемых органов управления И распространяющие неприятные запахи и шум, не допускается размещать с подветренной стороны к жилому району; их следует отделять от жилых районов саннтарно-защитными зонами. В проектах промышленных предприятий должны предусматривать технологические процессы, исключающие выделение вредных веществ в атмосферу, и достаточно эффективные современные мероприятия по недопущению вредного влияния производственных факторов иа население (пылеулавливание, газоочистка, увеличение высоты труб, щумопоглощепие, герметизация аппаратуры и коммуникаций, рекуперация) ц по снижению их до существующих норм. Между длинными сторонами и торцами зданий, а также между торцами зданий с оконными проемами предусматриваются санитарные разрывы ие менее 12 м (СН 245-71). Производствеиные помещения. При проектировании производственных помещений должны учитываться размеры производственных помещений согласно СН 245-71. Наименьшие допустимые значения размеров производственных помещений по санитарным условиям следующие. Объем производственного помещения на каждого работающего, м ............15 Площадь каждого производственного помещения, выгороженного стенами или глухими перегородками, на каждого работающего, м 4,5 Высота, м: производственного помещения от пола до потолка.....3,2 от пола площадки, сооруженной в производственном помещении, до низа выступающих конструктивных элементов, относящихся к вышерасположенным конструкциям или линиям коммуникаций: при регулярном проходе работающих .........2,0 при нерегулярном проходе работающих........1,9 галерей от уровня пола до низа выступающих конструкций покрытий: при регулярном проходе работающих .........2,0 при нерегулярном проходе работающих........1,9 Ширина пешеходных галереи (м) при числе проходящих по ней в смену в одном направлении: не более 400 человек .... 1,5 более 400 человек......2,2 Вспомогательные здания и помещения промышленных предприятий (СНиП 11-92-76). Санитарио-бытовые помещения для рабочих, инженерно-технических работников и обслуживающего персонала в кузнечно-прессовых цехах проектируются в соответствии с группой Па ( Производственные процессы, осуществляемые при неблагоприятных метеорологических ОХРАНА ТРУДА в КУЗНЕЧНО-ШТАМПОВОЧНЦХ ЦЕХА 4. Состав специальных саиитарно-бытовых помещений и устройств в зависимости от санитарной характеристики производственных процессов (СНиП 11-92-76) Группа производственных процессов Санитарная характеристика производственных процессов Область применения процессов Специальные санитарио-бытовые помещения Осуществляемых в помещениях, в которых избытки явного тепла незначительны [не более 23 Дж/(м-с)] и отсутствуют значительные выделения влаги, пыли, особо загрязняющих веществ Вызывающих загрязнение рук, специальной одежды и тела Осуществляемых при неблагоприятных метеорологических условиях, при значительных выделениях влаги, пыли, особо загрязняющих веществ (кроме вредных), при значительных избытках явного тепла [более 23 Дж/(м-с)], в основном лучистого В листо-штампо-вочных цехах В кузнечных и прессовых цехах Душевые, ножные ванны Душевые, . помещения для охлаждения работающих; помещения для хранения и чистки спецодежды (при процессах со значительным выделением пыли) 5. Допустимые нормы температуры, относительной влажности и скорости движения воздуха в рабочей зоне производственных помещений в холодный и переходный периоды года
условиях, при значительных выделениях влаги, пыли, особо загрязняющих веществ (кроме вредных), при значительных [более 23 кДж/(м-с)] избытках явного тепла, в основном конвекционного ), К санитарно-бытовым помещениям относятся гардеробные. Душевые, уборные, курительные, устройства питьевого водоснабжения; к административным - помещения здравоохранения, предприятия общественного питания, помещения культурного обслуживания, управления, конструкторские бюро, помещения для учебных занятий и общественных организаций. В листоштамповочных, кузнечных и прессовых цехах предусматриваются специальные санитарио-бытовые помещения (табл. 4). Параметры метеорологических условий (ГОСТ 12.1.005-76). В кузнечных и листоштамповочных цехах с целью обеспечения повышения Охрана tPVflA в кузнечно-штамповочных цехах 6. Допустимые нормы температуры, относительной влажности н скорости ilвнжeння воздуха в рабочей зоне йронзводствеииых помещений в теплый период года (для Москвы й Московской области)
примечания: 1. Температура воздуха в помещениях с незначительным избытком явного тепла для всех категорий работ ие бр-лее 25С. 2. Относительная влажность в помещениях для всех категорий работ ве более 25 С. Производительности и улучшения условий труда устанавливаются допустимые параметры метеорологических условий (табл. 5 и 6). Освещение. При проектировании естественного и искусственного освещения в производственных помещениях следует руководствоваться требованиями строительных норм и правил по проектированию освещения (табл. 7). Шум и производственные вибрации. Нормирование шума и производственных вибраций в кузнечных и листоштамповочных цехах производится иа основании ГОСТов (табл. 8 и 9). Пожарная безопасность. Кузнечно-штамповочные цехи относятся к категории Г производств по взрыво-пожароопасности (СНиП П-М и 2-72) и характеризуются ИI степенью огнестойкости (СНиП П-А. 5-70). На производствах категории Г несгораемые вещества и материалы находятся в горячем, раскаленном или расплавленном состоянии; процесс их обработки сопровождается выделением лучистого тепла, искр и пламени. Основные строительные конструкции кузнечно-штамповочных цехов характеризуются следующими пределами огнестойкости. Несущие стены, стены лестничных клеток и колонны относятся к классу несгораемых с пределом огнестойкости 2 ч. Плиты, настилы и другие несущие конструкции покрытий относятся к классу трудносгораемых с пределом огнестойкости 0,75 ч. Наружные стены нз навесных панелей относятся к классу несгораемых с пределом огнестойкости 0,25 ч или трудносгораемых с пределом огнестойкости 0,15 ч охрана труда в кузнечно-штамповочных цехах 7. Нормы освещенности в листоштамповочных и кузнечно-прессовых цехах (СНиП 4-79) Характеристика зрительной работы Контраст объекта различения с фоном Искусственное освещение Освещенность при общем освещении, лк Естественное освещение КЕО ffl i£ as : npH боковом освещении о ¥ a a a <u s с Совместное освещение КЕО, % при боковом освещении SEC ял ч е- Грубая (очень малой точности) Со светящимися материалами и изделиями в горячих цехах Независимо от характеристик фона и контраста объекта с фоном То же * КЕО коэффициент естественной освещенности. Примечания: 1. Нанмеиьшнй размер объекта различения более 0,5 мм. 2. Разряд зрительной работы VI. 3. Освещенность при общем искусственном освещении составляет 200 лк. 8. Нормы уровня звукового давления и уровня звука (ГОСТ 12.1.003-76*)
9. Среднеквадратичные значения виброскорости, (м/с)10 ие более, на постоянных рабочих местах в кузнечно-прессовых цехах (ГОСТ 12.1.012-78 )
Примечание. В чнслителе даны среднегеометрические значения виброскорости, в знаменателе - логарифмические уровни виброскорости. 1. Бабаев Ф. В. Оптимальный раскрой материалов с помощью ЭВМ. М.: Машиностроение, 1982. 168 с. 2. Бережковский Д. И. Метод комплексной оценки деформируемости стали и сплавов при ковке. - Кузнечно-штамповочиое производство, 1975, № 12, с. 11-12. 3. Васильев К. В. Плазменно-дуговая резка. М.: Машиностроение, 1974. 111 с. 4. Высоцкий Е. Н., Косяк В. И. Схемы раскроя проката методом холодной ломки. - Кузнечно-штамповоч-ное производство, 1976, № 12, с. 37- 38. 5. Головин В. Я. Комплектование кузнечно-прессовых производств высокопроизводительными технологическими комплексами. - Кузнечно-штам-повочное производство, 1981, № 5, с. 27-29. 6. Горелик А. Г. Автоматизация инженерно-графических работ с помощью ЭВМ. Минск: Вышэйшая школа, 1980 . 205 с. 7. Гривачевский А. Г., Прохват-кин Н. В., Ярош Г. А. Система автоматизированного проектирования разделительных штампов АВТОШТАМП-ЕС . Общее описание. Ч. 1. Минск: НТК АН БССР, 1984. 117 с. 8. Григорьев Л. Л. Автоматизированное проектирование в холодной листовой штамповке. Л.: Машиностроение. Ленинград, отд-ние, 1984. 280 с. 9. ГуревичС. Г., Моргун В. В. Источники питания средней частоты установок индукционного нагрева. 4-е. Л.: Машиностроение. Ленинград, отд-ние. 1980. 287 с. 10. Дзугутов М. Я. Пластическая деформация высоколегированных сталей и сплавов. М.: Металлургия, 1977. 312 с. 11. Исаченков Е. И. Контактное трение и смазка при обработке металлов давлением. М.: Машиностроение, 1978. 208 с. 12. Исследование и разработка мероприятий для снижения угара металла/ В. Е. Чернов, М. П. Ревун, А. Н. Бай-буз, А. Н. Андриенко. - Кузнечио-штамповочиое произподство, 1980, № 2, с. 32-34. 13. Казанцев Е. И. Промышленные печи. Справочное руководство для расчетов и проектирования. М.: Металлургия, 1975. 367 с. 14. Ковка и объемная штамповка стали: Справочник В 2-х т. Т1/Под. ред. М. В. Сторожена. М.: Машиностроение, 1967. 435 с. 15. Ковка и штамповка цветных металлов: Справочник. М.: Машиностроение, 1972. 232 с. 16. Кохан Л. С. Комплексная механизация и автоматизация метизных цехов. М.: Металлургия, 1983. 97 с. 17. Кривандин В. А., Филимонов Ю. П. Теория, конструкция и расчеты металлургических печей. М.: Металлургия, 1978. 359 с. 18. Кривошипные горячештамповочные прессы в современном кузнечно-штамповочном производстве/ Ю. Т. Гурьев, В. Н. Горожанкин, А. Т. Крук, В. Г. Плюгачев, А. И. Гончаров. М.: НИИМАШ, 1983. 78 с. 19. МакшановЛ. Я., КудиновЕ. И., Удалов П. П. Оборудование для раскроя сортового проката. - Кузнечно-штамповочное производство, 1981, № 5, с. 26-28. 20. Маркин П. В., Кабалкин Н. А. Механизация и автоматизация куз-нечно-прессового производства. Каталог на внедрение в производство. Приспособления, устройства и средства механизации. М.: НИИинформтяж-маш, 1975. 38 с. 21. Марочник стали и сплавов/Под ред. И. Р. Крянина, А. А. Астафьева, Е. П. Могилевского М.: ЦНИИТМАШ, 1977. 483 с. 22. Массен В. А., Раскинд В. Л. Справочник .молодого кузнеца-штамповщика. М.: Высшая школа, 1980. 255 с. 23. Матвеев А. Д. Влияние неравномерности растяжения на деформацию листового металла. - Известия вузов. Машиностроение, 1977, Кя 5, с. 197. 24. Машиностроительные материалы: Краткий справочник/В. М. Раскатов, В. С. Чуенков, Н. Ф. Бессонова, Д. А. Вейс. 3-е изд., перераб. и доп. М.: Машиностроение, 1980. 511 с. 25. Мигачев Б. А., Потапов А. И. Пластичность инструментальных сталей и сплавов: Справочник. М.: Металлургия, 1980 . 420 с. 26. Микляев П. Г., Дуденков В. М Сопротивление деформации и пластич ность алюминиевых сплавов: Справоч ник. М.: Металлургия, 1979. 189 с 27. Могучий Л. Н. Обработка давле иием труднодеформируемых материа
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


