
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 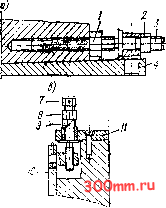
Рис. П.З. Регулирование зазороя в направляю щнх йтола, салазок, консоли и ползуна И тщательно замеряют точными концевыми мерами в четырех местах размер Н, бставшийся под полукольца 4. Затем полукольца шлифуют на замеренный размер Я и притирают на плоскостность, после чего ставят на место и закрывают кольцом /. В заключение затягивают гайку 7 (сдавливая кольцо 6, подшипники и втулку 5) так, чтобы был обеспечен плотный контакт полуколец 4 с буртиком шпинделя и кольцом подшипника гайку законтривают и завертывают пробку 9. Перед возобновлением работы необходимо смазать переднюю опору. При регулировании осевого зазора в конус шпинделя устанавливается оправка. Торец шпинделя фиксируется (с натягом) измерительным штифтом индикатора часового типа. Через динамометр шпинделю в осевом направлении сообщается знакопеременная нагрузка Р- 1176-=-1960 Н (120-200 кг). При этом замечаются наибольшие крайние отклонения стрелки индикатора, разность которых составляет осевой люфт шпинделя. Затем отвинчиваются гайки 7 и 10. Продвигается вперед и вынимается шпиндель. Демонтируются радиально упорные шарикоподшипники н с ними дистанционные кольца. Дистанционное кольцо 6 шлифуется по размеру, учитывающему размер замеренного осевого люфта. После этого все снятое ставится на места, гайкой 10 наружные кольца шарикоподшипников сжимаются, чем достигается их плотный контакт с дистанционным кольцом 6 Регулирование зазоров в направляющих стола, салазок, консоли и ползуна. Регулирование этих зазоров производится изменением продольного местоположения клиньев Регулирование зазора в направляющих стола ведется продвижением клина 4 (рис. 11 3, и) путем ввинчивания винта 3 в корпус при несколько ослабленной затяжке гайки 2 и отвинченной гайке 1. Между клином и направляющей поверхностью стола не должен входить щуп толщиной 0,03 мм. Плавность перемещения и степень усилия проверяются ручным способом. После регулирования гайки 1 и 2 надежно затягиваются. Зазор в направляющих салазок регулируется кли- 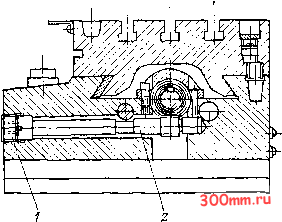 alHC. п.4. Механизм регулирования осевого люфта пары ходовой вннт -. гайка стола ном в, продвигаемым винтом 5 (рис. П.З, б). Зазор не должен быть более 0,03 мм. Степень регулирования проверяется перемещением салазок вручную. На станках моделей 6Н80, 6Н81, 6Т80, 6Т81, 6Т82 и др. регулирование зазоров в направляющих консоли и ее зажим, как и зажим хобота на станине, производится с помощью одних и тех же клиньев. Так, зазор в направляющих консоли регулируется винтом 7 (рис. Н.З, в) при ослабленной гайке 8, а ее зажим - завинчиванием винтовой втулки 9. В обоих случаях клин 10 перемещается Однако при такой конструкции восстановление в направляющих зазора, необходимого для рабочих перемещений консоли, достигается тем, что винтовая втулка Р вывинчивается до упора винта 7 в планку 11. Зажим хобота производится затягиванием клина виитом, расположенным сзади станины. Регулирование осевого люфта в винтовой паре ходовой винт - гайка стола производится следующим образом: несколько отвинчивается пробка / (рис. Н.4), затем отверткой через центральное отверстие в пробке поворачивается за шлиц на торце валик-червяк 2 до выбора зазора между гайкой и ходовым винтом. Э(о устанавливается вращением маховичка винта на обнаружение мергвого хода. Регулирование производится до тех пор, пока мертвый ход составит не более 3-4 поворота маховичка. Следует при этом убедиться, что на всей длине перемещения стола (вручную) не произойдет заклинивания гайки. Регулирование предохранительной муфты в цепи привода подач (коробки подач станков моделей 6М81, 6М82, 6Н81, 6Н82, 6Т82 и др.). В целях предотвращения поломок при перегрузках следует обращать особое внимание на регулирование предохранительной муфты. При этом предварительно снимается крышка 2 и вывертывается пробка / (рис. Н.5, а). Затем винт 4 (рис. Н.5, б) вывинчивается настолько, чтобы он вышел из паза. В отверстие под пробку I вставляется стержень так, чтобы его конец вошел в одно из отверстий под ключ на цилиндрической поверхности гайки 5 и не позволял ей поворачиваться. При помощи подходящей пластины поворачивается зубчатое колесо 9, на ctv-пице которого установлена гайка 3. Э1ими поворотами в нужном направлении гайка свинчивается или навинчивается на резьбу ступицы зубчатого колеса 9 и тем самым уменьшает или увеличивает крутящий молент, который должен быть приложен а) 7 2 Put. il.5. Механизмы предохранительной муфты и фрикционной электромагнитной муфты в цепи привода подач 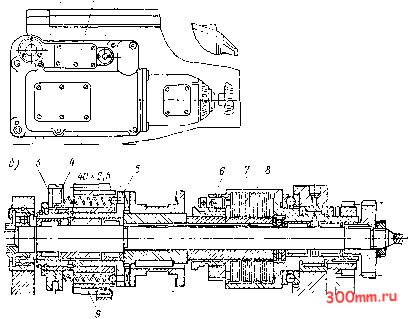 к муфте 5 G торцевым зубом, чтобы заставить шарики отжать пружину и позволить ей провернуться После регулирования завинчивается винт 4 так, чтобы он вошел в паз на ступице зубчатого колеса. Нормальная работа фрикционной электромагнитной муфты (рис. П.5, б) в цепи привода быстрого хода обеспечивается соблюдением следующего ее со:тояния: а) общий зазор между дисками фрикциона 7 и tS не должен превышать 2-3 мм; регулирование зазора производится гайкой 6 при снятой крышке 2 (рис. П.5, а); б) во включенном положении диски должны плотно прилегать друг к другу, будучи сжаты сердечником электромагнита 11.4. Овнавйыэ правила техники бззопасмости при работе на фрезерных станках Обеспечение безопасной эксплуатации станков является важнейшим условием правильной организации рабочего места. Каждый фрезеровщик должен получить инструктаж по технике безопасности и строго соблюдать ее основные требования Леред началом работы необходимо: 1) привести в щрядок рабочую одежду, т. е. застегнуть или обхватить широкой резинкой обшлага рукавов, заправить одежду так, чтобы не было развевающихся концов; убрать волосы тюд плотно надетый головной убор или косынку; 2) убедиться в исправности станка, инструмента, приспособлений, ограждений, а также предохранительных и заземляющих устройств со стороны электропитания; 3) проверить на холостом ходу станка исправность действий органов управления, системы смазки и охлаждения, фиксацию рычагов включения и переключения; периодически проверять правильность работы блокировочных устройств; 4) немедленно заявить мастеру о всех обнаруженных неисправностях станка, инструмента, приспособлений, электрооборудования; до устранения неисправностей к работе не приступать; самостоятельно ремонтировать или переделывать детали и части станка не разрешается; 5) удобно установить тару под заготовки и обработанные изделия; проверить исираБносгь подножной решетки, настила и отсутствие на них .мест, залитых маслом. Во время работы следует: 1) производить установку и съем тялелых заготовок и приспособлений (с массой более 20 кг) только с помощью подъемных устройств; освобождать заготовку от подвески разрешается только после ее установки и надежного закрепления на стайке; 2) не нарушать правило, запрещающее работать на станке в рукавицах или перчатках, а также с забинтованными пальцами, не защищенными резиновыми напальчниками; 3) надежно и жестко закреплять приспособления, инструмент и загоювки на станке; 4) в целях предотвращения травм рук, поломки фрез и порчи поверхности стола станка тяжелые фрезы 2 (рис. И 6, а) предварительно ставятся на специальную деревянную подставку 3 (в крайнем случае на кусок толстой доски) на стол 6 станка Затем, скользя вместе с ней по поверхности стола или перемещая стол и консоль, центрируют фрезу со шпинделем J, после чего ручным перемещением гильзы или ползуна б шпинделя, а на горизон1альных станках - перемещениями стола 2 (рис. П.6, б) конус оправти фрезы 4 вводят в конусное отверстие шпинделя 1 и зате.м ручным завинчиванием (в резьбовое отверстие оправки) Рис. II.с. штребеля или механизирован- Способы установка на станке крупных и зажимом фреза закрепля- тяжелых фрез ется; 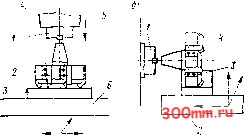
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


