
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 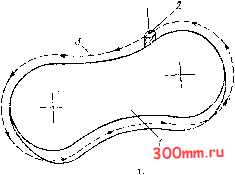 Рис. Ш. Траектория перемещения фрезы при фрезеровании криволинейной поверхности Сигналы формируются в устройствах ПУ высоким уровнем электрического напряжения, замкнутым состоянием нормально открытого контакта электромагнитного реле, наличием отверстия в соответствующей дорожке перфоленты (носителя программы) и т. д. Контурные (непрерывные) системы программного управления применяются на фрезерных станках, где, наряду с обработкой плоских прямолинейных поверхностей, часто обрабатываются криволинейные контуры или поверхности сложной пространственной формы. На рис. П1.1 показана типовая схема траектории перемещения инструмента при контурном управлении. Фреза 2 обходит контур заготовки 1 по траетстории 3. Эта траектория представляет собой геометрическое место точек различных положений центра фрезы при равном удалении его от поверхности контура и, следовательно, является эквидистантой ему. Программирование рабочего цикла осуществляется по экви-ди стайте. Обработка таких поверхностей требует точно согласованного перемещения инструмента относительно заготовки одновременно по двум (X, Y) или трем {X, Y, Z) координатам. В каждой точке траектории на таких участках значения координат отличаются от их значений в соседней точке. Из этого вытекает необходимость непрерывно изменять координаты бесчисленного множества точек траектории инструмента, что практически невозможно. Однако если допустить некоторые незначительные отклонения от теоретического контура, то при определенном сочетании большого числа прямолинейных перемещений по двум или трем взаимно перпендикулярным координатам криволинейный контур или пространственно-сложная поверхность изделия могут быть образованы. На рис. П1.2 показано геометрическое построение приближенной замены криволинейного контура методом линейно-кусочной аппроксимации. Аппроксимацией на математическом языке называется приближенная замена (выражение) каких-либо геометрических объектов через другие, более простые. В рассматриваемом случае инструмент перемещается ступенчато - кусочками Д/ на равных по длине прямых участка аппроксимации. Чем больше таких прямых А и чем мельче кусочки А/, тем точнее будет воспроизведен криволинейный контур, В системах контурного ЧПУ применяются методы аппроксимиро- У к вания, для осуществления которых устройства располагают вычислительными машинами, называемыми интерполяторами. Интерполятор по командам программы производит автоматический расчет координат Системы позиционного ЧПУ на фрезерных станках обычно не применяются, Эквидистантой называется геометрическое место точек, равноудаленных от какой-либо другой линии. = Здесь и далее под перемещением инструмента следует понимать его перемещение относительно заготовки. 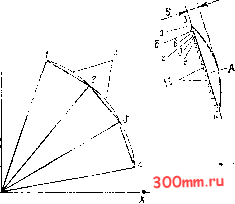 Рис. 1П,2. Схема построения крнаолпнейного контура методом лннейно-кусочной аппрокси.чации промежуточных точек (а, б, в, г, д, е, ...) в необходимых количествах и с определенной частотой во времени, по адресам направлений движения РО формирует и посылает управляющие сигналы - импульсы - исполнительным органам сганка (например, приводу стола, салазок, ползуна шпинделя и др ) ill.2. Кодирование программ и их носители Кодом называется совокупность буквенных и цифровых символов, каждая из которых однозначно эквивалентна какой-либо команде, необходилюй для управления станком Для соблюдения однозначности выражения длин перемещения РО наиболее целесообразно применять числа. Однако небезразлично, как записывать числа, т. е. какую систему счисления для этого необходимо выбрать. Самой простой системой счисления является единичная. В пей любое число записывается черточками, равными 1. Например, чтобы написать число 8, его требуется изобразить так: ПИПП. В системах контурного ЧПУ такая система счисления применяется при вторичной (автоматической) записп программы в гак называемом декодированном виде и известна под названием унитарною кода. Этот код имеет только один символ - черточку, т, е. I. Сколько таких символов записано в команде программы, столько импульсов и будет передано в управляющую систему станка. Однако для числоимпульсных систем управления унитарный код неприемлем, так как запись программы становится чрезвычайно громоздкой: длина ленты программоносителя в этом случае составляла бы сотни метров. Наиболее приемлемой системой счисления является та, при которой для написания любых чисел требуется только два знака. В таком случае эти знаки могут быть уподоблены подтверждению или отрнианию, наличию или отсутствию какого-либо элементарного воздействия Если обратиться к технике формирования сигналов, выражаюнгих такие знаки, то один знак может быть выражен высоким уровнем электрического напряжения, замкнутым состоянием нормально открытого контакта электромагнитно] о ре-те, наличием отверстия на перфоленте и т. п Второй знак выражается прямо противоположным состоянием всех перечисленных средств передачи сигналов. Такой системой счисления является двоичная. У нее первая цифра О, а вто-,оая - 1, Однако двоичный счет наряду с преимуществами имеет и недостатки, связанные с техникой применения. Эти недостатки в известной мере устраняются при использовании смешанной двоично-десятичной системы счисления. В ней кодируемое число сохраняет порядок разрядов десятичного счета, а цифры в разрядах выражаются в двоичном счете. В табл. HI. 1 приведена запись кодируемого числа 5832,42 в двоично-десятичной (смешанной) системе счисления Для записи цифр в десятичных разрядах кодируемых чисел применяют четыре разряда двоично-десятичного счисления: 2 , 2, 2, 2, так как этого более чем достаточно, чтобы с их помощью выразить все 10 цифр - от О до 9 включительно. Запись чисел на перфоленте выполняется от стартнего десятичного разряда к младтиему. В зависимости от допустимых длин перемещений и точности их отсчета (с одним, Двумя, тремя знаками после запятой) системами устройств числового програмиптого Таблица И1.1 Запись кодируемого числа в двоично-десятичиой системе счисления
 управления (УЧПУ) устанавливается количество десятичных разрядов для записи Величии числами, т. е. количество строк на лейте, которое может быть отведено для каждой числовой информации. Двоично-десятичная система счисления принята для записи программ станков с ЧПУ. Технологические и логические команды имеют буквенные символы и символы-знаки. И те, и другие формой записи на программоносителе не отличаются от записи числа. Запись содержания программы обработки определяет порядок, в котором УЧПУ будет получать сигналы. Команды формируются в кадры (фразы), которые могут иметь переменную длину в соответствии с объемом кодируемой информации. Каждая фраза состоит из команд (слов), определяющих программу работы отдельных исполнительных органов станка для обработки при одинаковых параметрах одного участка заю-Товки, что может быть приравнено переходу. Кодированная запись символов команд на восьмидорожечной перфоленте показана на рис. П1.3. В середине ленты идет дорожка с отверстиями под щпеньки барабанов, протягивающих ленту в считывающем устройстве УЧПУ. Рнс. III.3. Образец записи программы на перфоленте В СССР принят код по ГОСТ 13052-74*, тождественный международному коду ИСО. Запись символов выполняется путем перфорации (пробивания) отверстий на бумажной ленте (по ГОСТ 1086-68 и ГОСТ 139 -70) шириной 25,4 мм Ленты с записанной на них программой называются программоносителями. В табл III.2 приводятся код по ГОСТ 13052-74*, соответствующий коду ИСО, символы и их назначение, комбинации отверстий на перфоленте. В таблице помещены только те символы кода, которые используются при программировании работ на фрезерных станках с устройствами ЧПУ НЗЗ-Ш, наиболее распространенными. Рабочие органы металлорежущих станков могут (в ряде конструкций) перемещаться в направлениях, параллельных движению других РО, например вертикальное перемещение консолн, параллельное перемещению ползуна шпинделя. Если нужно программировать перемещение двух таких РО, то необходимо его раздельное адресование. С этой целью код имеет, например, символ W для второго перемещения по оси Z. Символ, обозначаемый буквой G, именуется как подготовительная функция управления, адресующая команды, связанные с изменением характера перемещений РО. Примерами этого служат переходы на линейное перемещение, круговое по часовой стрелке и против часовой стрелки, выбор плоскостей XY, XZ, YZ, коррекция на длину положительная, коррекция на радиус положительная против часовой стрелки и др. Функция G всегда задается непосредственно после номера кадра. По адресу М используются такие технологические команды, как безусловная остановка работы, остановка с подтверждением ее необходимости с пульта управления станка, включение шпинделя, отключение шпинделя, включение шпинделя с охлаждением и т. д. При программировании обработки на участках криволинейных (дугообразных) поверхностей адресование значений начальных координат дуг ведется символами /, J и К- Эта информация необходима для выполнения автоматических расчетов, координат точек криволинейной траектории в траницах не более V4 окружности. Для задания коррекции траектории перемещения инструмента используется адрес L. Этот адрес всегда помещается перед символом конец кадра . Восьмая дорожка на перфоленте предназначена для указания на ней проверочного отверстия, по наличию или отсутствию которого ведется проверка правильности записи кодовых комбинаций. Так, если пробитое на семи дорожках число отверстий в одной строке ленты делится на два, то на восьмой дорожке отверстия быть не должно; в противном случае отверстие обязательно пробивается. Такой способ контроля называется проверкой на четность.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


