
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования Символ Назначение символа Перфорация на дорожках. Обозначение дорожек 2 3 4 5 6 7 J К F М N S X Y Z LF FEo W Начало программы Установка в исходную точку Знак перемещения плюс Знак перемещения минус Пусто - пробел Цифры: Начальная координата Дуги; Скорость (величина) подачи Подготовительная функция Ввод коррекции Технологическая команда Номер кадра Частота вращения шпинделя Позиция инструмента (номер) Перемещение по координате: Конец кадра Перемотка перфоленты Второе перемещение, параллельное Z Забой О О О О О О О О III.3. Устройство циклового программного управления Система циклового программного управления (ЦПУ) представляет собой некоторое соединение метода путевых механических управляющих воздействий с упрощенным программным управлением Станок с цикловым программным управлением отличается от станка с традиционным ручным управлением следующим: он оборудован линейками 4, 7, 8 (рис. П1.4) с продольными пазами и набором путевых упоров, переставляемых в этих пазах. В процессе перемещения РО (стола, салазок стола, консоли) упоры воздействуют на соответствующие конечные микропереключатели, размещенные в блоках 4, 7, 8. Эти переключатели преобразуют или прекращают движения РО через штекерный коммутатор (рис. П1.5), в гнездах 2 которого, состоящих из двух контактных полукруглых пластин, могут находиться штекеры 1 - съемные замыкатели цепи элек1рического тока. Нужный состав команд управления обеспечивается возможностью срабатывания соответствующего реле (например. Pi, Р2, РЗ и др.) Символн кода по ГОСТ 13052-74*, применяемые на фрезерных станках с ЧПУ, и их назначение 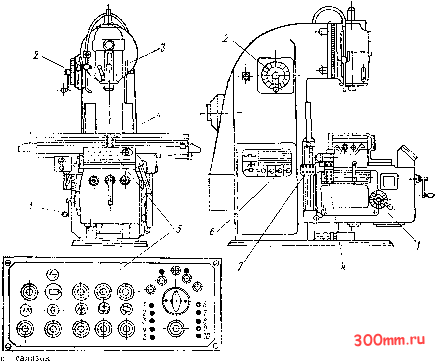 Рис. III.4. Вертикально-фпезериый станок с никло-программным управлением модели 6Л12ПЦ / н 2 - рукоятки и лимбы изменения частоты вращения и скорости подач 3 - маховичок перемещения гнльзы шпинделя, 4, 7 и 8 ~ линейки стола, консоти с блоками переключателей, 5 - пул т ручного управления, 6 - пульт набора программы Рис. III.5. Штекерный коммутатор станка с цикловым программным управлением; 1 - штекер, 2 - контактное гнездо под штекеп 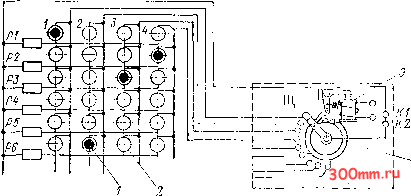
вследствие того, что по цепи, к которой оно подключено, может в некоторый момент времени пройти ток, пропущенный щтекером, вставленным в гнездо этой цепи. Появление тока в цепи вызывается работой щагового искателя ШИ, который авюматически вмючается после вьиюлпения каждого элемента рабочего цикла путем введения в действие электрсмагни-а Э, заставляющего noaepHvib). рычаг с собачкой храпового колеса. Собачка поворачивает на один ш храповое колесо со щеткой Щ и замыкает элекгрическую цепь через следующгй контакт. Контакты К1 и К2 постоянно находятся под гоком Штекерные коммутаторы могут быть типа, показанного на рис. П1 5, и другого типа - барабанного, применяющегося на фрезерных станках модели 6С12Ц Число программируемых команд ограничивается и зависит от числа вертикальных рядов гнезд под штекеры Обычно в барабанном коммутаторе первые 10 вертикальных рядов служат для команд втево, вправо, вперед, назад, вверх, вниз, быстрый ход, быстрый ход с опусканием консоли, ползучая (очень медленная) подаиа, стоп Следующие ряды гнезд служат для установки штекеров, включающих конечные вклю-чагели для вьшольения очередного перехода Для целей иаладки и обработки с ручным управлением все фрезериье стаикм с ЦПУ имеют органы ручного управления. Работа станка в автоматическом цикле по набранной программе производится после нажатия кнопки Работа по программе . Станок модели 6Л12Г1Ц (см. рис П1 4) служит примером такого управления. III.4. Устройство числового программного управления на фрезерных станках Каждому направлению перемещений рабочих органов станков с ЧПУ присваиваются функция определенной координаты координатной системы данного станка и соответствующее обозначение (оно же адресный символ), например X, Y, Z, W и др Чтобы все станки, изготовляемые в разных странах и разными предприятиям % имели одинаковые значения направлений перемещений и соблюдалось необходимее единство трактовки, принят международный стандарт ISO-R841 (ИСО Положения и направления осей координатных систем фрезевных станков показаны на рис. III 6 Положительным (-j-) направлением перемещения РО стачка принято считать то, при котором обрабатывающий инструмент или заготовка отступают друг от друга. Отрицательным (-), - когда они сближтюгсл Положительными направлениями вращательных движении приняты направления вра щения правых вннгов при их (мысленных) перемещениях в положительных направлениях осей X, Y, Z Стрел ками, обозначенными буквами со штрихами (-j-X, -f-F) показаны положительные направления перемеще- ий заютовок, а стрелками с буквами без штрихов (-j-X) - те же направления перемещений инструмента относительно заготовок Станки с ЧПУ в зависимости от применяемой в них системы программного управ ления имеют дополнительную -га-индексацию в составе шифра Индекс Ф1 обозначает, что станок оборудован цифровой индикацией и преднабором Цифровая индикация- sTO натлядная ин- 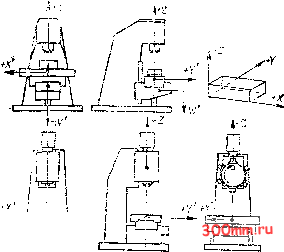 Рис. in.6. Расположение и направление осей координатных систем фрезерных статсоа
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


