
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 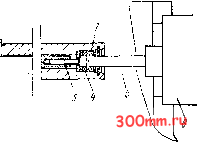 Рис. UI.12. Устройство механизма для закрепления инструмента Стол сганка и его салазки снабжены измерительными линейками, позволяющими производить перемещения на нужные значения с точностью размера до 0,5 .мм. Продольные перемещения стола и поперечные - салазок ограничиваются электрическими конечными выключателями и жесткими постоянными упорами, равноудаленными от оси шпинделя. Механизм зажима (рис. И1.12) имеет следующее устройство: в сквозном центральном отверстии шпинделя 8 сгакчса установлена тяга 2, нижний (для горизонтальных станков - передний) конец которой имеет трапециевидной формы прямоугольную в своем сечении головку /. Тяга 2 не может вращаться, так как длинная шпонка на ее тонкой ступени входиг в шпоночный паз кольца, впрессованного в отверстие шпинделя. С другого конца тяга 2 имеет резьбовое отверстие. Электродвигатель 6 оборудован удлинителем вала 5, на конце которого смонтирована кулачковая полумуфта 7, другой конец удлинителя опирается на шарикоподшипниковую опору, расположенную в концевой части отверстия шпинделя. Кулачковая полумуфга 7 подпружинена в осевом направлении. Винтовой валик S первоначально несколько завинчен в резьбовое отверстие тяги. На другом его конце закреплена вторая кулачковая noflyMyqjra 4. Переходные конусные втулки режущих инструментов (рис. П1.13) дополняются захватами, которые могут быть отрегулированы по длине на размер а. Это достигается завинчиванием (или отвинчиванием) захвата 1 во втулку 3. После того как размер а получен, захват законтривается контргайкой 2. Устанавливается этот захват так, чтобы его Т-образный паз был перпендикулярен к ведущим пазам 4 втулки 3 Переходная втулка 3 с режущим инструментом взодится в конусное отверстие шпинделя таким образом, чтобы при ее повороте на 90° пазы 4 совместились с шипами в шпинделе по рис. HI. 12. Затем перетслючателем на пульте управления станка втслю-чается зажим. Окончание зажима определяется по прощелкиванию кулачковых муфт. Пульт УЧПУ системы НЗЗ-1М показан на рнс. III. 14. Он моя<:ет рассматриваться как шпнчный для фрезерных станков. На верхней части пульта расположена полоса 8 световой числовой информации. Колбы специальных ламп на своих круглых экранах высвечивают на этой полосе числа номеров кадров программы, номеров инструментов и трехразрядные числа коррекций Световое табло 1 слуя<:ит для информации о возникших сбоях и о нормальном ходе работы в процессе выполнения заданий программы. В этих случаях освещаются сделанные на матовом экране надписи: Сбой станка 2, или Сбой ЧПУ 5, .Автомат 4. Кроме надписей освещаются те или другие указатели - ХК, XI, S, Г, KB, ТО и т. д. Эти указатели информируют оператора о месте - адресе. 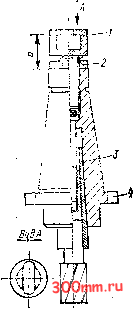 Рис. HI.13. Переходная конусная ату.пка для зажима инструмента на станке модели 6Р13ФЗ-01  Рис. 111.14. Пульт устройства ЧПУ системы НЗЗ-Ш, приме. няемого на фрезерных станках 
5 в у OmpaSomM PaSom по Кйд ы: Л yioucK кадра рута I f . 70 ° - ЧГУ Л5рес Сеть  шш тавтт W 11 . 11 13 f4 15 re 17 18 12 - где произведено выполнение команды. Например, освещенные ОХ, 0Y и 0Z сообщают о возвращениях в О по координатам X, Y \. Z; освещенное KB - Конец, ввода ; ТО - Технологический останов ; КТ1 - Конец программы . Клавищи 5 - Привод , 6 - ЧПУ , 7 - Технологический останов предназначены для подтверждения команд программы, записанных на перфоленте. Например, если команда Технологический осганов была задана не как безусловная (есть такое определение в задании команд), то для ее осуществления нужно нажать клавишу Технологический останов . В противном случае остановки не произойдет. Эти же клавиши используются при работе в режиме Ручной ввод . Под названием Адрес расположены клавиши, обозначенные буквенными символами кода. Они служат для адресования различного вида команд, вносимых в ЧПУ при осуществлении работы в режиме Ручной ввод обычно при наладке стайка. В условиях наладки стайка с УЧПУ НЗЗ-Ш коррекции под адресом 4 производятся с так называемого технологического пульта 9, который расположен ниже основного пульта УЧПУ. На ием размещены 18 декадных переключателей 10 под своими номерами. На них могут быть набраны четырехзначные числа, например максимальное 99,99 и знаки -f- и -. Ниже технологического пульта в нише помещено фотосчитывающее устройство Консул 337-6 , предназиачеииое для перфолент 13 с восемью дорожками. Оно состоит из самого считьшающего аппарата , считывающей головки 12, двух бобин 14, с которых сматываются и наматываются длинные ленты с записью программ. Справа от аппарата помещены клавиши управления: клавиша 15 - включение ФСУ; 16 - пуск; П - направление ленты влево; 18 - направление леиты вправо; 19 - выключение ФСУ III.S. Многооперащнонные фрезерные станки о программный управлением Многооперациониыми металлорежущими станками принято называть станки с ЧПУ, наделенные средствами наиболее полной обработки различных заготовок с одной их установки в непрерывном автоматическом цикле. Главными средствами для достижения этой цели наряду с другими технологическими возможностями станков с ЧПУ являются: автоматизация изменения частоты вращения шпинделя и автоматическая смена режущего инструмента, участвующего в обработке. Примером многооперационного вертикально-фрезерного станка с ЧПУ может служить широко применяющийся в настоящее время станок модели ЛФ260-МФ4 (рис. HI. 15). Магазин инструмента 6 на 14 позиций, с вертикальной осью вращения барабана размещен справа от ползуна шпинделя 3. Механическая рука - автооператор 7 - находится между барабаном магазина и ползуном. Двухзахватный автооператор помимо вращательного движения совершает осевые перемещения. При поворотах производится одновременный захват сменяемого и заменяющего инструмента, затем их обмен, после того как они выведены из конусных отверстий гнезд в шпинделе и барабане магазина. Вывод оправок инструментов и их ввод в гнезда производится путем вертикальных перемещений механической руки в осевом направлении. Захваты автооператора входят в специальные прямоугольные кольцевые канавки а или канавки конической формы б по ОСТ 2-П14-78 иа цилиндрических участках конусных оправок-втулок (рис. П1.16, а и б). Установка барабана магазина в позицию под смеиу инструмента выполняется по команде программы в соответствии с кодированием заменяющего инструмента. Кодирование инструментов многооперационных станков позволяет не связывать их с каким-либо определенным местом в магазине. При этом допускается любая последовательность загрузки магазина инструментом. Для смены данного инструмента магазин поворачивается во время работы станка только одни раз в положение, при котором инструмент будет находиться в позиции смены на другой инструмент, поскольку отработавший инструмент возвращается в то же гнездо барабана магазина. Кодирование инструмента производится путем установки на оправке (рис. HI 16) в определенной последовательности различных комбинаций колец из набора колец 1, 2, 4, 8 разных диаметров. При повороте барабана магазина оправка, проходя мимо микродатчика, замыкает кольцами его контакты. При совпадении кода
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


