
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования навливается в гнезда магазина без необходимости соблюдения порядка по его нумерации. Процесс установки состоит в следующем (рис. П1.19); включается станок; нажимается кнопка Расфиксация инструмента в магазине ; устанавливается один инструмент; отпускается кнопка Расфиксация инструмента ; нажимается кнопка Вращение магазина , после поворота более чем на шаг кнопка отпускается; нажимается кнопка Расфиксация инструмента в магазине ; устанавливается Второй инструмент, затем третий и т. д. до установки всех участвующих в обработке инструментов. Звод коррекций. Коррекция (исправление) предусмотрена в целях внесения поправок в информацию, которую содержит записанная на перфоленте программа обработки. Такие поправки чаще всего связаны с выявлением отклонений в размерах инструментов от расчетных и отклонений от размеров изделий (обработанных заготовок). Причинами отклонений могут быть неравнораспределенные или увеличенные припуски иа обработку, неправильно учтенная жесткость СПИД и др. Коррекция вводится до начала отработки Программы при установке режима работы с ручного пульта, в положении нуля отсчета. Коррекция может быть по геометрическим размерам (диаметр, длина вылета фрезы) и по режиму обработки (скорость подачи, частота вращения шпинделя). Коррекция скорости подачи может вноситься в любое время в процессе отработки программы, но на скоростях не более 1200 мм/мин (2000 Гц) в УЧПУ НЗЗ-Ш и НЗЗ-2М. Значения геометрических коррекций выражаются в количествах импульсов Допустим, что радиус фрезы оказался больше расчетного на 0,28 мм. Чтобы получить значение коррекции, скажем, связанной с эквидистантой криволинейного контура (т. е. траекторией перемещения центра фрезы), следует значение этого отклонения разделить на значение цены импульса, знак поставить -- , так как в нашем примере поправочное перемещение направлено от заготовки. При цене импульса, равной 0,01 мм (что соответствует данным станка ЛФ260-МФ4) коррекция составит 0,28 ; 0,01 = 28. Значение коррекции и ее знак рекомендуется записать под номером того корректора на технологическом пульте УЧПУ, который в соответствии с записью команд программы предусмотрен для выполнения такой коррекции. Одновременно полезно записать вид коррекции. Могут быть введены только те коррекции, которые предусмотрены и отражены в записи программы обработки. Это устанавливается чтением технологической карты наладки и распечатки программы, каждая строка которой содержит информацию одного кадра и начинается с его номера, например: N = = 001 G01 X - 008450 Y - 004280 Z - 002476 Г4724 L301Lf. На возможность внесения коррекции указывает наличие в кадре слова с адресом L. Адрес L всегда располагается в конце фразы (т е кадра) Код коррекции, записываемый в распечатке, состоит из буквенного символа L и трех цифр А-, Лг и Лз; иначе, символ L сопровождается трехзначным числом. Высший разряд этого числа, т. е. Лх, информирует о виде коррекции. Так, в нашем примере значения Ai следующие: Ai = 1, корректируется координата X Ai = 2, Y А, = 3, корректируются координаты X, У Ai = 4, корректируется координата Z At = 5, корректируются координаты X, Z Aj = 6, Y, Z А, = 7, X, Y, Z Цифры Лг И Лд служат для информации о номере корректора, который задан программой для внесения коррекции, предусмотренной в данном кадре. Техноло. гические пульты УЧПУ НЗЗ-Ш и НЗЗ-2М имеют 18 корректоров (см рис III 14) Код коррекции не содержит указания, с каким знаком может быть введена кор1 рекция. Если такое указание должно иметь место то знак коррекции задается пу Здесь шаг равен расстоянию между гнездами инструментов. * СПИД - система станок-приспособление-инструмент-деталь (заготовка). 1 Вызывается обстоятельствами, при которых внесение любой поправки, например со знаком минус, вызовет брак изделия. 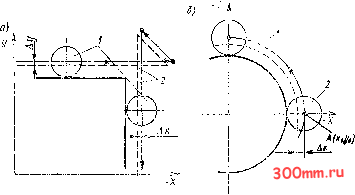 РС. ill.20. Счему коррекций: а - при линейной HHicpno.jHUfdH 6 ~ г ри круговой ин- lepi олицин против часовой ipejiin IBM замены первой цифры (нуля) у двух разрядных чисел, придаваемых подготова-гельным функциям G01, G02 и (/03, иа цифру 4, когда задается + /плйе), па цифру 5, когда задается - (минус) например, 64! или G53. С осуществлени&м ввода коорек,ии связаны и некоторые другие подготовительные функции. Такими являются 040, которой осуществляется команда отмены коррекции; G41 - коррекция длины инструменха положительная (+); 051 - го же отрицательная (-); G42 - коррекция радиуса инс!румента при перемещении по часовой стрелке положительная; G52-го же отрицательная; G43 - коррекция радиуса инструмента паложш&лъьа.н (+) ipn перелтещении против часовой стрелки; G53 - то ж.а огрицательиая (-). Подготовительные функции G41, G42 и G4ci обеспечивают взятие коррекций с по-ложительны-м знаком (-]-) незащси>,к) от наС:ора набранного на соответствующем корректоре, а функции G51, G52 и G53 - го же с отрицательным знаком (-) УЧПУ 33-1М и ИЗЗ .М, если в ннх отсутствует так называемый блок эквпдистанты, не обеспечивают ьозможнс сти введения коррекции на параметры траектории инструмента, обходящего криволинейный обрабатываемый контур заготовки по зквиди-станте. На рис. HI.20, а показана схема коррекции при линейной ин1ерпол}тиии на размер радиуса фрезы /. Пунктиром 2 показан ленрлвильнып (расчетпыт !) пуТь центра фрезы, требующий цоправки. Коррекция Ал: должна быть введена со знаком - , так как производится отнесение траектории инструмента вправо Коррекция также берется со знаком - (см рис. III.Ь). В этом примере запись коррекции в распечатке будет L305, если программой задается корректор под номером 5. На рнс. III.20, б показана схема коррекции при круговой интерполяции. Для изменения размера радиуса дуги / координата х ее начальной точки А должна быть увеличена на Ь.х, т. е. фреза отнесена о г центра дуги вправо В записи кадра, в котором отрабатывается этот квадрант окружности контура изделия, должны быть заданы подготовительная функция G53 и коррекция L306, если номер корректора, например, 6. После пробной обработки заготовки и измерения полученных на ней размеров при необходимости вносятся новые поправки путем сброса в О (переключателем режимов на пульте оператора УЧПУ) прежде набранных коррекций и набора новых уточненных значений на тех же корректорах. Коррекция положения эквидистанты ограничивается ее зцчением, равны,м §,55 мм, а не возможностью числа, набираемого на декадном переключателе коррек тора (это число 99,99). 3 Блюмберр В. А. и др. Гл((,а l¥ ИРСЦЕСО ОРЕНЕРОВАНИЯ IV.1. ОйкгЕные понятия и определения Различают два основных вида фрезерования тангенциальное, при котором режущие лезвия вращающегося Щййндричёского инструмента образуют обработанную поверхность параллельно оси его Вращения (рис IV \, а), и радиальное, когда лййия вращающегося инструмента образуют обработанную поверхность, перпендикулярную и оси его вр.пдаййя (рий. IV 1 б) Скоростью резанйк v (мЫт Называется окружная скорость (м/мин1 наиболее удаленных от odr врай1ейий йЙструкеЙта точек режущи о лезвия Она определяется по формуле 0= яОя/ЮОО, (1) где D - диаметр окружности вращения режущего лезвия (в частном случае - Диаметр фрезы), мм; п - частота вращения инструмента, об/мин Фрезеровщику чаще приходится решать обратную задачу - определять потребную частоту вращения (об/мин) фрезы эадаТИйо диаме1ра в зависимости от принятой скорости резания п = 1000о/(яО). (2) 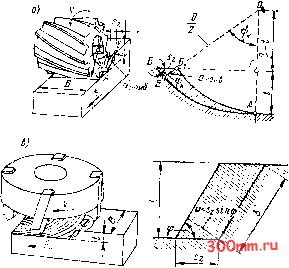 !>ИС. IV.I. Схемы фрезерования плоскости и сечение срезаемого слоя при фрезеровании фрезами а - цилиндрической; б тооиевой
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


