
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 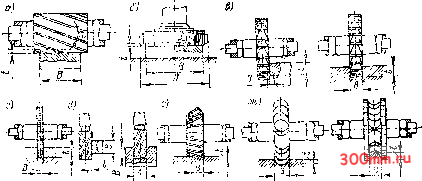 Рис IV.2. Ширина и глубина фрезерования фрезами а - цилиндрическими, б - тррцевцмц, дисковы\ы г - прорезными и oi-pejHmMH. д - концевыми, е - угловыми, ж - фасонными Поаачей ъ называется nyib, пролодимыи заготовадй относительно фрезы (иди наоборот) в единицу времени Различаю! три вида подач на зуб, на оборот и мн нутпую Подача на зуб (мм/зуб) - перемеь1еине заготовки за время поворота фpeзJI на оин зуб Подачей на оборот So (мм/об) является переметчение заютоики за время noBipoTa ррезы на один оборот Л5ияутная подача sm (мм/мин) - перемещение згР готовки за 1 мип. Зависимость указа!1ных подач выр икается формулами So =- нг, (3) 5,1 = So л = szn (4) Глубина резания t-толщина елся материала заготовки imm), срезаемого за один рабочий ход Шириной фрезеротиия В называегся ширина (мм) поверхности заготовки, обрабатываемой за один рабочий ход, измеренная в направлении, перпендикулярном к направлению подачи (движению заготовки) На рис, IV 2 приведены схемы фрезерования поверхностей разл1!чными фрезами с указанием t и В для каждой из них. Как видно из рис IV 1, а, сечение стружки (среза), снимаемой одним зубом фрезы, описывается двумя дугами контакта лезвия фрезп с поверхностью лезвия. Оно имеет форму запятой Расстояние между этими дугами переменное - оно изменяется от значения, блггзкого к нулю, до некоторого максимума, близкого к &г Эю расстояние (мм) принято называть тоицшюй срезаемого слоя (стружки) а Другими элемешами, характериз>ющими срезаемый слой являю-ся его ширина b (мм), кoтopJЯ представляв! собой длину соприкосновения зуба (Ьрезы с за- готовкой и измеряется вдоль главного лезвия, в частном случае, при фрезеровниии прямозубой цилиндрической фрезой Ь= В, пющадь поперечного се еыия сюя, срезаемого одним зубом, f = аЬ (мм), суммарная площадь поперечного сечения среза F (мм), снимаемого всеми зубьями фрезы, находящимися в данный момент в контакте с заготовкой Для определения площади поперечного сечения среза при цилиндрическом фрезеровании необходимо знать следующие ветичины (риг IV 1, а) 4к - Уол контакта фрезы - центральный угол, соответсвчютции дуге гопр!1коснове11чя окружности фрезы с заготовкой, измеряемый в плоскосгн, перпендикулярной к оси фрезы; О - центральный угол между двумя соседт!ими зубьями фрезы, О = 360/г (5) Число зубьев, одновременно находящихся в работе (контакте с материалом), т = хрп/в = 1)кг/360. (6) Угол контакта находится из треугольника АОБ cos Ч,--!-=1-2/0. . Угол контакта при торцевол фрезеиовании 8П!(1,/2) = В 2 7Л2 = B/D. Максимальная толщ-пг срезаечого Р!атеркг1ла пах ==- . Гь Суммарное ?срсль°е) лЧс!чеиие площади поперечного сечения срза Fcp определяется в зав! симссти от чнсла зубьев одновреме1пю находящихся в контакте, Frp = /гр;г (10) или от элемегтов ре.ч1ия fcp = Bh,zl[nD) (И) Значение Fcp использую дл!1 шределоьия силы резания 1:ри фрезеровании IV.2. Силы ре8ая1!я н кощноеть nps* фреэйгьвйнии Силы резания. При фрезеровании каж,1Ы11 зуб фрезы преодолевает сопротгкле-ние резанию со стороны материала заготовки и силы 1рения, дейпвующие на поверхностях зубьев фрезы. Обычно в контакте с заготовкой находьтся ие един з\б, и поэтому фреза преодолевает нскоюруо су.ммзриуто ст.лу резания, складывающую.:я из сил, действутсщнх иа эти зубья. Схема действия сил [)сза11ия при фрезеровании зависит от принятого способа фрезерования и типа фрезы. Как тангепциальчое (например, цилиндрической фрезой), так и радиальное (например, торцевой фрезой) фрезерование можег осущес1вляться двумя способами против подачи, так называемое встречное фрезерование, когда направлетпте подачи противоположно направлению вращения фрезы (рис ГУ.З, а), и фрезерование по нодаче - попутное фрезерование, когда направление подачи и вращение фрезы сои-падатот (рис. IV.3, б). При встречном фрезеровании нагрузка на зуб возрастает от нуля до мат<сп-ыума; при =iiom зубья фрезы, действуя на заготовку, стремятся оторвать ее от стола станка или приспособления, в котором она закреплена Такое Т1аправление силы вызывает в j. яде случаев (при больших припусках на обработку) упругие деформации в системе СПИД, что, в свою очередь, приводит к вибрациям и увеличению ше- 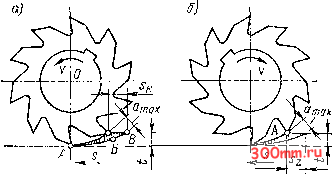 рис. tv.a. Схемы фреаероьання: а против подачи (встречное); 6 - по подаче (попутное) 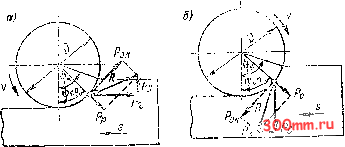 PiC. iV.4, Схемы действие сил при встречном (а) и попутном (б) фрезеровании цилиндричесмми фрезами роховатссти обработгнион поверхности. Зубья фрез при этом интенсивно изнашивайся, так как в момент врезания в заготовку их задние поверхности трутся об упрочненною, уже обраСстапную поверхность, преодолевая 31!а11ительную силу грення Преимуществом встречного фрезерования перед попутным является работа зубьев фрезы из-1!од ксрки Ре}ч\щчс лезвич в момент входа в зону хрупкого металла по-вышеипотг твердости (корки) прекращают контакт CBoeii задней поверхчосги с заготовкой в точке Б (рис. !V 1, а), так как пооискодит скол стружкн. При попутном фрезеровании зуб врезается в материал в точке Л (рис. IV.3, б), ачнная работать при макспгшльной толщине срезаемого слоя и наибольшей нагрузке, что исключает начальное проскальзывание зуба При попутном фрезерова 1ии получается псверхиость с меньшей тиероховатостью и более высокой точностью, так как зубьями фрезы во время обработки заготовка прижимается к столу станка, что уменьшает вибрацию. Для успештюго применения попутного фрезерования необходимо беззазорпое соединение ходового винта и чаточной тайки стола станка Учитывая достоинства и иедостяттн рассмотренных методов, гопуттюе фрезерование используют для предварительных и ч! стовых работ при oicvictbhh корки, на жестких станках с компенсаторами зазоров в узлах стола. Встречное фрезерование ретсомендуется для предварительной обработки, и особенно при работе по корке. Схемы дейстгия сил при попутном и встречном фрезеровании различаются (рис. IV 4); на ннх показаны силы, действу.ощие на заготовку (реакгтни сил, действующих на зуб). На каждый зуб фрезы, находящийся в пределах угла контакта, действует своя сила сопротивления срезаемого слоя. Каждую из этих сил можно разложить на составляющие, действующие тангенциально (по касательной) к зубьям фрезы и по радиусам фрезы Суммарная окружная, или каса1елы!ая, сила Рок и радиальная сила Яр имеют равнодействующую R, которую можно разложить на два силы - горизонтальную и вертикальную Рв. Окружная, или касательная, сила Poк имеет наиболее вэ.лное значение, гак как производит основную работу резапич. По значению силы Рок определяют мощность электродвигателя привода станка и рассчитывают на прочность влы, зубчатые колеса л другие звенья привода сганка. Радиальная сипа Рр характеризует то усилие, с котсоым обрабатываемая заготовка стремится оттолкнуть от себя фрезу; эта сила изгибает фрезерную оправгсу и давит на опоры шпинделя. Горизонтальная составляющая силы резания Р определяет усилие, которое необходимо приложить к столу станка для осуществления рабочей подачи. При встречном фрезеровании (рис. IV 4, а) направление горизонтальной составляющей Рр противоположно направлению движения (по стрелке s) стола. При попутном фрезеровании (рчс. IV,4, б) горизонтальная составляющая Рг направлеиа в сторону движения стола. * Касательную силу часто называют силой резания и обозначают Р,
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


