
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования При фрезеровании повсрхгюстей, составляющих значи1ельчыт процент от общей поверхности заготсвии (15-25 % и более) за одну ее усгановку, коли lecrno теплоты, поступающей в тело загот( вки, может быть OTHOCHTejHiUO большим и вызвать гспло-сне деформации, влекущие нарушения треиурмоч точности, особенно в таких технических требованиях, как прямолинейность, плоскостность, параллельность и г. п Для претотвращснит нарушения точности применяют смазочно-схл,1ждаючи!е жидкости (СОЖ), оьюдящие теплоту тз 3oin.i peaaiinn. Остаточные напряжения - эго те внутренние иапряжеиия (им гл 1), которпе сохраняются в заготовке при отсутствит! внеишпх сил Остаточ1тые напг)яжения либо возникают в заготовках в проттессе их изютовлевия как полуфабрикаюв (поковка, штамповка, отливка), либо приходят в них с металлом - прокатом За некоторый период времени после познннновсння истаючтяе напряжечпя в исходных заготовках уравновешиваются, т, е не проятшяются в виде их коробления, изогнутости, нарушения формы и т. п. При механичестюй обработке, кот да с заготовки ь виде приписка удаллегся часть металла, происходит перераспределение внутренних напряжений, и их временное равновесие нарушается Освобожденные, ранее уравновешетшые сильт дефоомируют затотовку (изделие), причем не сразу, а исстепенио за neKOTopiiifl относительно про-доллчительнь н период времени При этом изменение формы может быть таким значительным, что сделает 113делие вовсе недоброкачественным. Сам процесс механической обработки резанием также служит источником (не столь существенных по значению) ос1аточных напряжении, которые возникают в процессе пластических деформаций поверхностного слоя и в результате нагрева в зоне резания Мерой устранения вредных последствии остаточных напряжений служит разделение обработки резанием на пестадлько этапов. На первом этапе выполнчется черновая (предварительная) обработка фрезерованием, удаляющая наибольшую часть припуска с поверхностей заготовки. Затем заготовка подвергается получистовой обработке по тем исе поверхностям, и заканчивают изготовление изделия чистовой, окончательной обработкой. Такой порядок обработки может быть рекомендован и в тех с тучалх, когда в процессе фрезерования за одну операцию могут и ие возник- Таблица IV.4 Cpyiaз.чнo-oiлaждaющиe жидкости (СОЖ), ргкотендуемыо для фрезерования
нуть сколько-нибудь существенные остаточные напряжения, но к детали пре;-,-являю!ся высгкие технические требования Для уменьшения износа фрезы также прибегают к ис! о тьзованию СОЖ в процессе резания Это продиктовано необходимостью С11нження теитературных деформаций для зубьев фрезы и обрабатываемой заготовки, а также уменьшения тренмя между субом фрезы стружкой и заготовкой В табл IV 4 приведены рекомендации по npиeнeнию СОЖ для различных условий фрезерования Существенное влияние от азывает и способ подачи охлаждаю-щен жидкости к обрабатывающей фрезе Наиболее распространен способ подачи свободным поливор.т, но он одновременно и наименее эффективен Хорошие результаты получаются при подаче жидкости в распыленном виде под давлением [(15--20) 10 Па] со стороны задней поверхности зубьев При попадании СОЖ на раска ленный инструмент пpoи,xoдит интенсивное парообразование и отвод тепла существенно улучшается Стойкость фрезы повышается в ряде случаев в 2-3 раза Однако испарения СОЖ вредны при их вдыхании Мерами защиты человека являются использование фрезеровщиком респиратора; экранирование тоны обработки и создание путем ее вентилирования небольшого понижения в ней давления по сравнению с окружающим простраис1вом Глава V ФРЕЗЫ 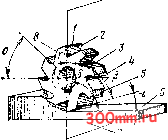 V.I. Основные элементы, классификация и назначение фрез Геометрию фрезы составляют взаимное положение рабочих поверхностей зубьев и их форма. Основные элементы фрезы - лезвия, поверхности зубьев и углы между ними - обозначены на рис. V 1 Передней поверкностью 2 называется поверхность, по которой сходит стружка Задняя поверхность 3 обращена (в процессе резания) к обработанной поверхности заготовки 6 Пересечение передней и задней поверхностей образует лезвие / зуба фрезы Узкая поверхность 4 вдоль лезвия со стороны задней поверхности называется ленточкой Ширина ленточки обычно ие более 0,1-0,2 мм. Поверхность 5 называется спинкой зуба. Передняя поверхность 2 образует с диаметральной плоскостью 7 фрезы передний угол у Задняя поверхность 3, В образует с плоскостью 6, перпендикулярной к диаметральной плоскости 7, задний угол а. Передняя и задняя поверхности образуют в пересечении угол заострения р. Передняя поверхность 2 зуба с обработанной поверхностью 6 заготовки образуют угол резания б Число Зубьев фрезы г характеризует величину углового шага зубьев О = 360 По форме зубьев различают фрезы с остроконечными и затылованиыми зубьями. Применяются три типа остроконечных зубьев фрез. 1) с прямой спинкой (пис V.2, а) - для мелкозубых фрез, допускающих шесть- восемь переточек и предназначенных для легких работ; 2) ломаной спинкой (рис V 2, б) - для фрез с крупными зубьями, работающих в тяжелых условиях; 3) с криволинейной спинкой (рис V 2, в), имеющей очертание, близкое к параболе. Прочность зуба 3-го типа значительно повышена по сравнению с зубом 1-го типа и несколько менее по сравнению с зубом 2-го типа Это позволило увеличить высоту зуба и тем самым - объем стружечной канавки, а следовдтельпо, и число возможных переточек Фрезы с затылованиыми зубьями (рис. V,2, г) применяются для обработки фасонных поверхностей, таких, например, как поверхности зубьев шестерен, шлице-вых валиков и т. д Эти фрезы имеют заднюю поверхность и спинку зуба, выполненную в форме архимедовой спирали, угол подъема которой образует задний угол ot зуба. Угол а измеряется между касательной к окружности и касательной к спирали, проведенным из вершины зуба Затылованные фрезы затачиваются по передним поверхностям зубьев, при этом после переточек профиль лезвия в радиальном сечении сохраняется неизменным до полного использования фрезы. По иаправленню зубьев различают фрезы с прямыми зубьями, лезвия которых параллельны оси вращения, и с винтовыми зубьями, лезвия которых винтообразны относительно ее. Изготавливаются фрезы как с правыми, так и с левыми винтовыми канавками Рис. v.(. Элемеин,! и еометрия прямозубой ккиндрической фрезьЕ
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


