
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования Таблица V.9 Фрезы для вбработки .чсгких сп.чавов и пласимасс, цазмсры, мм
Глава ¥! УСТАНОВКА Ш ШРЕПЛЕНИЕ ФР£8 НА СТАНКЕ VI.1. Присоедииитенькые пззверхнйЕти канцов 1ипкндвлей, вспомогательных кнотр у ментов и фрез Размеры конуса отверсгия и конца шпинделя фрезерных станков стандаргн-зированы ГОСТ 836-72 предусматривает восемь типоразмеров концов шпинделей с отверстием, имеющим конусность 7 : 24, и два пшоразмера с отверстием, имеющим конус Морзе. Шпиндели, концы которых по ГОСТу обозначаются номерам от 30 до 70 (табл. VI 1 и V! 2), имеют на торце два паза под поводковые шипы шириной В; эти шипы крепятся одним илн двумя вингами Помимо шчшов на торце предусмотрено четыре или шесть (для концов под нoмepalИ 65 и 70) резьбовых отверстий, ис1юльзуемь!х для закрепления ьнструмента непосредственно на торцес центрированием по наружному диаметру D, шпинделя. Размер диаметра Dj вьшо.шяегся по 5-\!\ квалитету с полем допуска Ь5 Котщы шпинделей, обозначаемые номерами 3 и 4, имеют отверстия с конусом Морзе 3 и 4. Перед конусным отверстием, соосно ему, втшолнеио отверстие прямоугольной формы с размерами iXh Стенки этого отверстия передают крутящий момент инструменту, который лыской на своем хвостовике вкодит в отверстие при установке. Вспомогательными инструментами называются инстру.менты, обеспечивающ,ие установку и закрепление режущего инструмента на станке К установке предъявляются требования: правильно ориентировать режущий инструмент (в нашем случае фрезы) относительно оси вращения шпинделя С1анка и надежно сохранять занятое положение в процессе выполнения обработки; к закреплению - жестко соедтт-нять фрезу со шпинделем; без упругих колебаний передавать максимальный крутящий момент, предусмотренный консгрукцией и паспортом станка. Наиболее полно этим требованиям отвечают конусные присоединительные поверхности. Вспс юга-тельнып инструмент, как правило, изготавливается с точностью большей, чем режущий инструмент. Перед соединением конусных поверхностен они должны быть тщательно протерты чистыми тряпками, не оставляющими ворсинок на вытертой поверхности. Если возникает сомнение в плотности конического соединения, кроме визуального контроля и повторной протирки поверхностей рекомендуется осуществлять контроль соединения по краске . В этом случае на конусную поверхность оправки тонким слоем наносятся полосы шабровочной краски которые располагают в трех местах по всей длине. Загем оправка вставляется в конусное отверстие шпинделя и поворачивается в нем на 20-ЗО, после чего вынимается При нормальном совмещении коттусиыч поверхностей полосы краски на оправке равномерно по всей их длине стираются после noBoposa В iipoiHBHOM случае краска будет ciepTa только на тех участках, где возникал контакт поаер\ностей Предшествующий ГОСТ предуся!атрив!л четыре типоразмера переднего конца шпинделей, коюрые обозначавшись номерами 1, 2, 3, 4а и 46. Новый ГОСТ 836-72 учел нх под номерами 30, 40, 50 и 60 иаброзочнэя краска предсгав/ыег собой смесь машинного масла с лазурью или ульгр1\мрином, имеющую консистенцию пасты. Концы шпинделей фрезерных танков с конусом 7 i 24, размеры, мм (ГОСТ 24644 - 81) Исполнение5-В 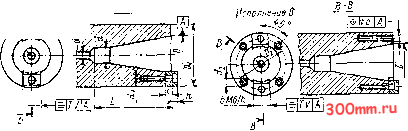 Исполнение 7 IfcnothHUeS 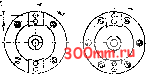
Таблица VI 2 Концы шпинделей фрезерных ciaH,iOe но их моделям Модель 6T11, 6Р11ФЗ, 6Н80Г, 6Т80Г, 6676Ф2, 6Р81Ш. 6М80Ш 6T12, 6Р13, БР13ФЗ, 6520ФЗ, 6Т82Г, 6Т83Г, 6Т82Ш, 6Т83Ш 6550U, 6550МФЗ, 6560Ц, 6560МФЗ 6М83Щ, 6М81Ш, 6М82Ш, 6605, 6606, 6608, 6610, 6632, 6641, 6642 Обозначение конуса 40 45 50 50 Исполнен.Q
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


