
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 7) Z 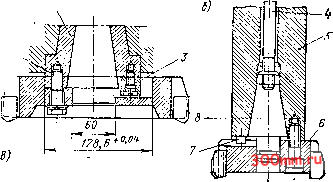 7= +ч Конусность 7:2 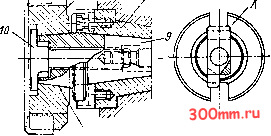 Конусность f:3,J3 Pkc. VI.7. Способы крепления больших насадных торцевых фрез - головок на величину е. Ось отверстия под цилиндрический хвостовик фрезы 5 во втулке 2 также смещена на величину е. Вследствие двойного эксцентриситета при поворачивании втулки 2 в корпусе патрона ось закрепленной в ней фрезы будет удаляться от оси вращения шпинделя или приближаться к ней. Соответственно этому будет изменяться ширина фрезеруемого паза. Фреза закреплена во втулке двумя винтами 3, а втулка заплечиками гайки 4 прижата к корпусу патрона. Чтобы облегчить установку и смещение оси фрезы, на втулке имеются деления, которые видны через оконце в корпусе патрона (на рисунке не показано); в нем же имеется нулевая риска для отсчета. Фрезу нужно закреплять во втулке 2 таким образом, чтобы ее зуб (на линии а торцевой плоскости) был расположен в общей диаметральной плоскости (д-д) с нулевым делением. Диаметр фрезы при работе с рассмотренным патроном берется меньше номинальной ширины паза на 0,1-0,15 мм. Закрепление насадных торцевых фрез осуществляется при помощи стандартизированных консольных оправок. Конструкции, основные размеры и обозначения консольных оправок для насадных фрез приведены в табл. VI.10-VI.12. Торцевые фрезы больших диаметров - 250-630 мм (так называемые головки)- с цилиндрическими посадочными отверстиями могут закрепляться непосредственно на шпинделе (рис. VI.7, а) станка. Они центрируются наружной цилиндрической поверхностью шпинделя, закрепляются четырьмя болтами ) на его торце и ведутся шипами 3 шпинделя, входящими в пазы корпуса фрезы. Другим способом крепления является центрирование фрезы переходной оправкой (рис. VI.7, б). Здесь фреза 6 посадочным отверстием насаживается на цапфу оправки 8, затянутой в гнездо шпинделя 5 штребелем 4. Фреза крепится к торцу шпинделя четырьмя винтами и ведется шипами 7, находящимися на его торце. Более точное и жесткое крепление достигается посадкой корпуса фрезы 6 (рис. VI.7, в) своим посадочным коническим отверстием на наружную конусную поверхность он- ваздих 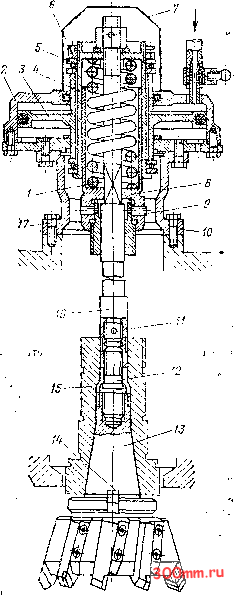 Рис. VI 8. Пиевмошомлольный зажим инструмевта равки Р. В эточ случае справка затягивается в гнездо шпинделя шгребелем, а ведется шипами на торце шпинделя, входящими в пасы на ее фланце. Корпус фрезы, в свою очередь, затягивается на коиус оправки торцевым винтом ]0. Установка и смена режущего ииструмета иа фрезерных стайках занимает значительное время; особенно оно велико в условиях крепления щтрсбелем иа вертикальных копсольиых и бескоисольных станках. Если не представляется возможным модернизировать ти станки, оборудовав их пневмоиомполь-иыми устройствами, то следует внимательно отнестись к обеспечению каждою из этих рабочих мест фре.еровщика наборами специальных (ыкидкых ключей для завинчивания в ех встречающихся в практике работы гаек и винтов, закрепляющих фрезы и оправки к ним Пневмошомпольпые или ме-хапизироваииые шомпольш11е зажимы значительно облегчают труд и сокращают время, затрачиваемое на смену инструмента. Механизированный зажим, автоматически закрепляющий инструмент на современных фрезерных станках с ЧПУ, показан и описан в гл. П1. На рис. VI.8 изображен один из пиевмошомпольных механизмов зажима. Корпус W механизма болтами /7 закреплен на верхнем терце ползуна шпинделя. Стакан 8, внутри которого размещена пружина/с шомполом 16, резьбой соединен с верхним концом шпинделя /5 станка и застопорен винтами 9. Второй наружный стакан 4 вмещает в себя стакан 5 и, в свою очередь, входит в центральное отверстие ступицы корпуса поршня 5 С ним он соединен двумя радиально-упор-иымн шарикоподшипниками 5, закрепленными гайкой б, навернутой на резтбу в верхнем конце стакана 4. При вращении шпинделя 15 станка шомпол IS, стаканы 8 4 о. пружиной также свободно вращаются. Поршень 5 работает в пневмоци-тиидре 2, который жестко соединен с корпусом 10 механизма рядом болтов. Крышкой 7 закрыты выступающие наружу части поршня и стакан 4. Механизм работает следующим образом, Крепление Рис. VI 1). концевых фрез ХВОСТОВИКОМ / - быстросменный ити рои о резьбовым цанговый пат-2 - цилиндрический переходной хво cTOB.iit, 3 - фреза, К - конусы фаски В ХВОСТОВИК оправки 13 ввернут переходник 12, который, в свою очередь, ввернут во втулку так, чтобы паз 14 cj танца оправки расположился против пипа на торце шпинделя. Поворотом р\коятки пневмокрана (на рисунке не показан) воздух выпускается из цилиндра 2, и освобожденная пружина / шомполом 16 затягивает хвостовик оправки 13 с фрезой в гнездо шпинделя. Чтобы освободить фрезу, рукоятка пневмокрана переводится в положение впуска воздуха; при этом поршень 3 под давлением сжатого воздуха сжимает пружину / и движением шомпола 16 вниз выводит хвостовик оправки из гнезда шпинделя. Концевые фрезы с резьбовыми хвостовиками, изготавливаемые по ГОСТ 20539-75*, обычно крепятся в цанговых патронах (см. табл. VI.7). Для этого в цанге патрона закрепляется съем-ныйцилиндрический хвостовик (рис. VI.9), на наружном (нижнем) торце которого имеется резьбовое отверстие под резьбу на хвостовике самой фрезы. Отверстие имеет широкую направляющую фаску, такую же, как хвостовик фрезы, и точно соосную оси цилиндрической части. Такое крепление обеспечивает быстросменность инструмента. Таблица VI.19 Оправки с продольной шпонкой и хвостовиком конусностью 7 : 24, конструкция и раамеры, мм (ГОСТ 13786-68*) 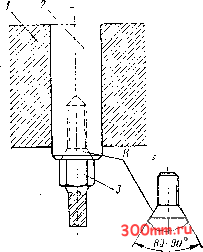 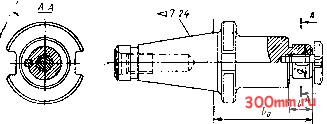
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


