
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 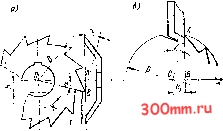 рекомендуется осуществлять равномерное стачивание передних поверхностей у всех зубьев, чтобы не было нарушено равновесное участие калсдого зуба. Заточка передних поверхностей осуществляется тарельчатым кругом (рис. Vn.l, б). Если рабочую поверхность круга установить в диаметральной плоскости фрезы, то значение переднего угла у будет равно нулю. Для получения положительного значения переднего угла у необходимо рабочую поверхность круга (торцевую) сместить относительно диаметральной плоскости фрезы на некоторое расстояние Hi, которое определяют из прямоугольного треугольника ОАВ: j = 0,5/) sin Y. (31) Таким образом затачиваются фрезы с затылованнымн зубьями. Цилиндрические фрезы с винтовыми зубьями затачиваются по задней н передней поверхностям по аналогич№ым схемам, но к движению инструмента вдоль его оси (продольная подача) присоединяется одновременный его поворот на ту часть полного оборота, которая соответствует части шага винтовых канавок, приходящейся на всю длину фрезы. В этих случаях передняя повсрх-кость зуба, который фиксируется упором, становится, к тому же, копиром. Цилиндрические п дисковые фрезы, имеющие небольшие углы наклона ft), шлифуются по окружности 1.Л0СКИМИ шлифовальными кругами (форма ПП) с расположением оси круга параллельно оси фрезы. При Гольших углах (ft) = 3045°) ось шлифовального круга устанавливается под углом р., значение которого определяется по формуле Ig \i= tg а sin ft), (32) Концевые и торцевые фрезы затачиваются аналогично. Сборные фрезы могут быть заточены на универсально-заточных станках. Однако в целях достижения приемлемых производительности и качества заточки сборные фрезы следует затачивать на специальных заточных станках-полуавтоматах либо на особых приспособлениях с закреплением вынутых ножей в кассетах. Окончательно заточенная фреза подвергается заключительной обработке - доводке. Доводка преследует цель возможно более полного устранения мнкронеровностей на рабочих поверхностях зубьев или, но крайней мере, значительного их уменьшения, а также придания лезвию инструмента слитной, высокоточной формы. Достигается это путем снятия с поверхности очень тонкого слоя материала (металла или сплава) - 5-10 мкм. Доводка выполняется на специальных доводочных станках, где инструментом служит чугунный диск, вращающийся с окружной скоростью 1,2-2,0 м/с. Диск смазывается пастой, в состав которой входят (массовое содержание в %): 60-70 порошка карбида бора зернистостью 270-325 или зеленого карборунда той же зернистости и 30-40 парафина. Для лучшего удержания пасты на доводочном диске в нее добавляют 5-10 % окиси железа от обшей магсы насты. Современным средством, полноценно заменяющим доводку фрез, является тонкое шлифование алмазными кругами на металлической связке с обязательным применением специальных СОЖ. Без СОЖ использавать алмазные круги на металл!!-ческой связке запрещается. Рис. VII.!. Схемы заточки фрез по задней (о) и передней (б) поверхностям V1I.2. Выбор кругов и режимов резання при гаточке Средние значения стоя материала, стачиваемого за переточку, приведены в табл. VII.!. Выбор абразивных и алмазных кругов определяется в зависимости от материала режущей части фрезы в вида заточки (предварительная, комбиниро- Таблица VII. Средние значения стачиваемого слоя за одну переточку
Таблица VII. Выбор абразивных кругов для заточки
Выбор алмазных шлифовальных кругов для заточки и доводки режущей части инструмента из твердого сплава
ванная, чистовая, доводка). В табл, VII.2 и VII.3 приведены рекомендуемые характеристики кругов. Применение алмазных кругов на металлической связке рекомендуется в тех случаях когда припуск на заточку не превосходит 0,2- 0,4 мм. Предварительную заточку инструментов из твердых сплавов следует производить абразивными кругами из материала КЗ; в этом случае припуск на заточку не должен превышать 0,6-0,7 мм. В качестве СОЖ, применение которых обязательно, при обработке алмазными кругами на металлической связке могут быть рекомендованы жидкости, имеющие следующие составы (массовое содержание в %): 1) для шлифования и зачочки фрез из твердых сплавов (НИАТ ТР. 1.4.110.77)- 0,7 гриэтаноломина; 0,30 тринатрийфосфата; 0,25 соды кальцинированной; 0,28 буры; Таблица VII.4 Параметры режимов резання при заточке и доводке алмазными кругами
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


