
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 0,1 натрия азотнокислого 0,1 вещества вспомогательного ОП-7 (смачиттень); остальное - вода, 2) для чистового шлифования заточки и доводки фрез из твердых сплавов - 2 эмульсола Укринол-1, 0 6 соды кальцинированной, остальное - вода В качестве СОЖ при обработке а,шазными кругами на керамической и органической связках рекомендуется для чистовой заточки и доводки фрез из твердых сплавов жидкость следующею состава (массовое содержание в %) 0,6 трииатргпт-фосфата. О,Б масла ализаринового 0,25 буры, 0,25 натрия азотнокислого, остальное - вода В табл VII 4 указаны режимы резания рекомендуемые при заточке и доводке фрез, в зависимости от обрабатываемого материала инструмента и атмазпого круга При работе с абразивными и алмазными кругами следует руководствоватося требованиями ГОСТ 12 2001-74 Инструмент абразивный Правила и нормы безопасной работы с ним VliJ. Проверка праомьнисти заточенных фрез После заточки и доводки фрезы подвергаются контролю иа соблюдение технических требовании по биени(о лезвий, геометрическим параметрам, размерам рабочей части инструмеша н шероховатости поверхностей В табл VII 5 приведены требования по биению после заточки торцевых и концевых фрез (ГОСТ 8529-69* и ГОСТ 17024-71*) Радиальное и торцевое биение лезвий зубьев фрез коитротируются с помощью индикатора Фреза при этом устанавливается в центрах на оправке, если она насадная, фрезы с коническими хвостовиками устанавливаются в специальных ириспоссб-лениях, имеющих вращающиеся (от руки) точные шпиндели с коническими гнездами В них контролируются и фрезы с цилиндрическими хвостовиками, устанавливаемые при помощи переходников Шероховатость передней и задней поверхностей для фрез из быстрорежущей стали допускается не более Ra = 0,63 мкм, для фрез из твердых сплавов - не более Ra = - 0,32 мкм Контроль дефектов поверхностного слоя осуществляется визуально и с помощью лупы, кон роль шероховатости поверхности - путем сравнения с эталонами шероховатости соответствующих значений Ra Пределоные допустимые от клонепия углов у фрез в ех типов и размеров для углов (р, а, у. -1-1°, Р-Ля углов Фо ф1 й) ± 2° Способы контроля геометрических параметров фрез приведены в табл VII 6 Таблица \П5 Допустимые отилонения (мм) по торцевому и радиальному биению торцевых и ионцевых фрез
Способы и ст>8дства контроля геометрических парамтрдв фрез Эскиз пособ контроля Контроль с помощью маятяиксвого угломера 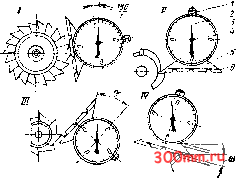 К корпусу 5 маятникового угломера (конструкции ВНИИ) приверн>та измерит с пьн ая (лекальная) линейка 6 (поз ) На свободно вращающуюся ось 4 насажены диск с отвесом (иа рнс нке н показан) и шкала со стрелкой 2, закрытые стеклом, вставленным в обойму (крышку) 3 При на к-з-пи на фиксатор / стрелкт 2 освобождается и под дс1 ствием груза всегда устанавливается вертикально, при этом показания стрелки на шкале соответствуют измеряемому >глу При измерении углов этим прибором необходимо закрепить фрезу так чтобы веощинз измеряемого зуба на>одилась в диаметральной плоскости, зани мающей горизонтальное положение Прн измерении углов фрезы непосредственно на станке установку зуба в горизонтальной плоскости производят следующим образом Наложив пинейку угломера на два смежных зуба (поз /), поворачивают фрезу вместе с угломером до такого его потожпния, при котором стрепка угломера покажет откпонелне от вертикали равное половине углового шага чбьев, т е 6/2 = ----- 18072 где Z - ЧНГ10 зубьев фрезы При этом потожении точка касания линрйк-* с нижним зубом блюдет пежать в диаметрально! плоскости распото-жениой горизонтатьно Затем тинейк упомера иа-ктадывают попеременно на переднюю (поз ) или заднюю (поз /) поверхности и нажимая на фик сатор по показаниям стрелки на шкале отсчитывают значения переднего или заднего угла На поз IV показано положение угломера при контроле угла наглона спирали Контроль с помощью угломера 2УРИ Гзад/ тии угол Передний угол ЛЭадтЛугол Передниугал аЪнийалерОнии угол 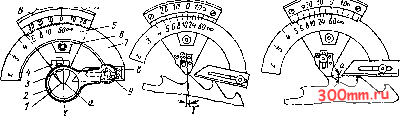 Угломер типа 2УРИ состоит из дуги 7 с неравномерной шкалой, рнскн которой расположены под углом в/2 = 18072 к осн YY (поз. I); опорной линейки 8, которая перемещается вдоль паза, имеющегося в дуге; сектора 5, перемещающегося по дуге н закрепленного в нужном положении винтом 6 На секторе градуированы шкалы А к В, предназначенные для отсчета значений переднего и заднего углов. К сектору 5 прикреплена Пластинка 4 с измерительной плоскостью а: в пазу пластинки 4 перемещается измерительная линейка / и закрепляет/ся в нужном положении винтом 3. При совладении риски О на шкале сектора 5 н индекса на шкале дуги 7 рабочая плоскость лииейки 8 проходит через центр вращения сектора 5 и составляет с линейкой / прямой угол. Для повышения точности отсчета угломер снабжается съемным оптическим устройством с лупой 2 Перед измерением опорную линейку S устанавливают соответственно угловому шагу зубьев и закрепляют гайкой 9. Затем в зависимости от длины прямолинейного участка передней поверхности зуба измерительную лннейку / выдвигают на нужный размер в закрепляют винтом 3. При измерении переднего угла (поз. ) угломер накладывают на лезвия двух смежных зубьев так, чтобы на один из зубьев опиралась линейка 8, а передняя поверхность другого, смежного с ним зуба соприкасалась с измерительной плоскостью линейки /. После закрепления угломера винтом 3 отсчитывают показания по шкале А против штриха, соответствующего числу зубьев z фрезы. При измерении заднего угла сектор угломера поворачивается до совмещения измерительной поверхности а пластинки 4 с задней поверхностью зуба фрезы (поз. /). Б случае, показанном на рисунке для фрезы с г =10, угол а = = 22° При измерении углов на торцевых зубьях отсчет по шкалам А н В производится против штриха со знаком оо.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


