
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 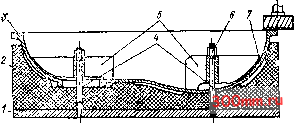 Рнс. VII1.4. Ложемент - установочное приспособление, ориентирующее заготовку пространственно сложной черной базовой поверхностью 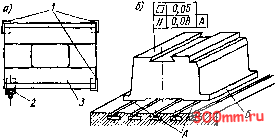 Рнс. Vni.5. Установка заготовки на поверхность стола станка форму поверхности заготовки 3. Закрепление заготовки осуществляется через окно в отливке крестовиной 5 и через специальное (технологическое) отверстие второй такой асе крестовиной, прижимаемыми гайками 6, навернутыми на шпильки 4. Обнизки 7 на рабочей поверхности ложемента улучшают условия прилегания заготовки и тем самым способствуют повышению жесткости системы. Такие приспособления экономически целесообразны в серийном производстве, так как не только упрощают установку и закрепление заготовки, но и устраняют надобность в разметке заготовок. Установка заготовок с обработанными базовыми поверхностями. Такая установка может производиться непосредственно на поверхности стола станка или с простановкой плоскопараллельных опор. Однако и точная обработка плоской установочной поверхности ие Обеспечивает вполне плотного ее контакта с поверхностью стола. Из четырех опор заготовки 3 (рис. VHI.S, а) три являются плоскопараллельными опорами /, а четвертая - регулируемой по высоте. Такой опорой может быть и клиновой домкрате (рис. VII .6, б) илн винтовой домкрат со сферической самоустанавливающейся шайбой / (рис. VIII.6, а). Заготовку с установочной поверхностью А, имеющей плоскостность в пределах до 0,05 мм (рис. VIII.5, б) при шероховатости поверхности Ra = 2,5- 1,25 мкм, предпочтительнее устанавливать непосредственно на поверхность , . L.,. 1 стола, чтобы достигнуть точности в пределах (указанных на рисунке) допустимых отклонений по плоскостности и параллельности. В таких случаях применяется прием контроля плотности прилегания к поверхности стола путем прокладывания между заготовкой и столом равнораспределенных полосок тонкой бумаги (0,01-0,02 мм). При этом проверяется, каждая ли из полосок прижата, что выполняется путем их вытягивания. В местах, где полоски бумаги вытягиваются, производить закрепление заготовки запрещается. Это вызвано тем, 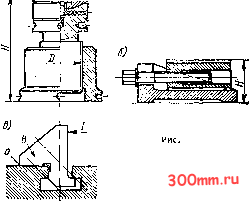 VIII.6. Опоры под установочные и направляющие по* верхности заготовок: а- винтовой домкрат; б клиновой домкрат; в пазовая опора что силой прижатия заготовка здесь прогнется на величину зазора между ее установочной поверхностью и столом станка При откреплении она упруго восстановит свое положение, образовав выпуклость Если по каким-либо причинам надо закрепить заготовку именно в таком месте, предварительно следует устранить зазор прокладкой фольги Для установки по направляющей базовой поверхности (на рис. УП1.5, б поверхность Б) применяются пазовые опоры в виде коротких и длинных планок типа показанных на рис VIП.6, в или же других форм. Для того чтобы такая планка вошла в Т-образный паз стола, ее вначале нужно наклонить, совместив показанную на рисунке стрелку В с центральной вертикальной осью паза, затем ввести в паз и вернуть в нормальное положение, показанное па рисунке. В этом положении планка не может нн сдвинуться, ни повернуться вокруг точки а под воздействием силы, приложенной по стрелке /. Выверка положений направляющих базовых поверхностей заготовок, пазовых опор и других приспособлений относительно продольной подачи осуществляется при помощи индикаторных приборов, закрепляемых в конусном отверстии шпинделя станка На рис VIII,7, а показаны рычажно-механическнй индикатор часового типа, оснащенный угловым рычагом (входит в комплект принадлежностей к прибору), и центроискатель с индикатором (рис. VIII.7, б), установленный в шпиндель фрезерного станка. Наконечник измерительного стержня прибора вводится в контакт с проверяемой поверхностью так, чтобы возник некоторый натяг пружины, оцениваемый в 10- 20 делений циферблата. Затем включается продольная подача стола. В конце движения снимается показание индикатора и сравнивается с начальным При отсутствии отклонения процесс выверки заканчивается. Механизация закрепления заготовок на столе станка существенно влияет на повышение производительности труда станочника При это.м сокращается не только время закрепления и открепления, но и снижается физическая утомляемость рабочего. В связи с этим широкое распространение получают гидравлические, гидромеханические зажимы. На рис. VIII.8, а и б показаны гидроцилиндры централизованного изготовления для применения в зажимных приспособлениях. Цилиндр одностороннего действия (рис, VII 1.8, а) имеет сварной корпус 1, поршень 3 и пружину 5. На наружной поверхности сделаны канавки, позволяющие закрепить цилиндр в отверстии приспособления кольцом 4, входящим в одну из канавок. Закрепление заготовки производится перемещением поршня, например, как показано на поз. / рис, VIII,8, в. Возврат поршня 3, уплотненного кольцом 2, прн снятии давления происходит под действием пружины 5. Предотвращение загрязнения штока поршня обеспечивается сальниковым уплотнением 7 во фланце 6. Цилиндр одностороннего действия с полым штоком (рис, VIII.8, б) имеет сварной корпус 5 и поршень 3, прижатый пружиной 5. Закрепление заготовки осуществляется перемещением поршня под давлением масла, поступающего в поршневую полость по шлангу 8 (рис. VIII.8, в). Гидро-Цилиндр через отверстие в штоке поршня надевается на шпильку прихвата и прн помощи гайки и шайбы прижидается к прихвату. Перемещение поршня связано с увеличением размера L. В нашем примере оно может происходить только в сторону при-квата, так как перемещению в другом направлении препятствуют гайка с шайбой на шпильке. В результате все усилие, действующее на поршень (за минусом сил тре- 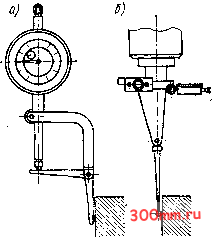 Рис. Vin.7. Схемы применения индикаторных при-боров часового типа при выверке заготовок И электромеханические 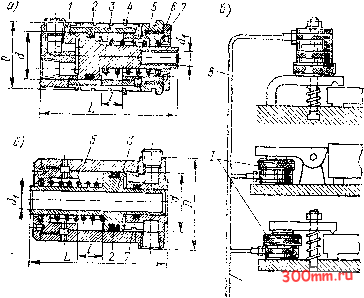 к гидроусилителю ти гидронасосу fit. VIII.8. ГидраЕлпческлс слловые приводы за;ки.мов ния), передается прихвату, где оно, увеличенное пропорционально разности плеч, воздействует на прихват, который прижимает заготовку к столу станка. В табл. VIII. 1 приведены основные размеры и технические характеристики гидроцилиндров для механизации закрепления заготовок. В табл. VIII.2 дан перечень распространенных стандартизованных элементов сборно-разборных приспособлений (кроме прижимов), которые могут использоваться при установке заготовок на поверхности стола. Прижимы с гидроцилиндрами, являясь мощными, компактными и малогабаритными, имеют, однако, существенный недостаток, состоящий в том, что их привод требует участия постоянно подключенных и находящихся под большим давлением шлангов, расположенных близко от рабочей зоны и двигающихся за столом станка. Это стесняет действия станочника, ухудшает условия безопасной работы, а в случае Таблица VIII.1 Оспойные р.1амсры (мм) и технические хараитеристиии гидроцилиндров Д.11Я прижимов
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


