
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 1.3. Шероховатость поверхности и способы ее оценки Неровности поверхносгк (выступы и впадины) в значительней степени определяют ее износостойкость, характер грения и долговечность. Они влияют и на другие характеристики, например на точность В евяэи о этим шероховатость поверхности принято считать таким же важным показателем, как размер и размерная ючность. ГОСТ 2789-73 на шероховатость поверхности устанавливает ее параметры и основные определения. Реальная поьерхноспп - поверхность, ограничивающап тело и отдрляюшар его от окружаюодей среды. Номинальная поверхность - поверхность, заданная в технической дск>меН1а-ини (чертеже) без учета отклонений. Номинальная поверхность может быть плоской, цилиндрической, сферической и др. Средняя линия профиля т - базовая линия, имеющая форму номинального про4ИЛ>7 и проведенная гак, что в пределах базовой длины / (рис. 1.2) среднее квадратичное отклонение расетояний точек профиля до этой линии минимально. 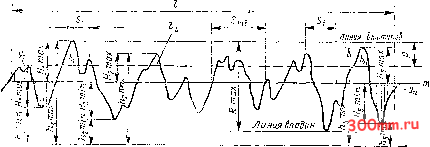 НИС. 1.2. Неравностн поверхности и параметры шероховатости Отклонение профиля у - расстояние между любой точкой профиля и средней линией т, измеренное по нормали, проведенной к линии т через эту точку профиля. Базовая длина I - длина базовой линии, используемая для выделения неровностей, характеризующих шероховаюсть поверхности, и для количественного определения ее параметров. Среднее арифметическое отклонение профиля Ra - среднее отклонение профиля или среднее расстояние отточек профиля реальной поверхности (у Уг, t/s. Уп-\) да его средней линии (в мкм) в пределах базовой длины. Высота неровностей Лг-высота неровностей профиля, определяемая по десяти точкам в пределах базовой длины. Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов (Н, avn) и пяти наибольших максимумов (fli ,-пах) профиля (рис i 2). Максимальная высота неровностей Лщах - расстояние (мк.м) между линиями выступов и впадин. Шаг неровностей и средний шаг пероЕностей профиля по вершинам в пределах базовой длины обозначаются соответственно Sm и S При необходимости дополнительно могут устанавливаться требования к направлению неровностей поверхности, виду или последовательности видов обработки. Обозначения итероховатости поверхности. Эти обозначения установлены ГОСТ 2.309-73, входящим в систему ЕСК.Д Знак, обозначающий шероховатость поверхности, и месторасположение значения парамегра (или параметров) и данных, содержащих дополните,яьные требовант1я, показаны иа рис. 1.3, а Если в обозначении должно быть только значение параметра шероховатости, то знак не имеет полки Если тшд обработки поверхности К1Энструкгором не установлен, то знак имеет вид, представленный на рис. 1.3, 6. 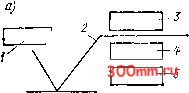 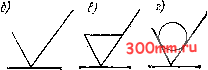 Рис. !. . -!яаки, обозначающие шероховатость поверхности: I г~ параметр(ы) шероховатооти; 2 знак; S - вид обработки поверхности или другие дополнительные указания; 4 базовая длина; 6 -- уеловное обозначение направления неровностей Знак на рис 1.3, обозначает шероховатость поверхности, которая долаша быть получена резанием или другим видом обработки о удалением слоя материала, а знак на рис. 1.3, г - шероховатоегь поверхности, образованной без удаления слоя материала (литьем, ковкой, прокатом н т. п.) и не обрабатываемой по чертежу. Лероховаюсть указы- Рис. !.4. Направления неровностей и обозначения на чертеже вают в обозначении для параметра Ra без символа, например 0,32; для параметров Rz, Rmax и др. после соответствующего символа, например i??40, /?niax80. Условные обозначения направлений неровностей, образующихся в результате фрезерной обр.аботки, даны на рис. 1.4. В левой части рисунка показаны схематические изображения неровностей, в правой - их обозначения на чертеже. На рис. 1.4, а представлено параллельное направление неровностей, на рис. 1.4, б - перпендикулярное, на рис. 1.4, в - перекрещивающееся, на рис 1.4, г - произвольное. Если на чертеже изображено изделие, часть или все обрабатываемые поверхности которого должны иметь одинаковую шероховатость поверхности, то в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение (У) (т. е. знак, пpиJeдeнный на рис. 1.3,6, взятый в скобки), например так, как это показано на рис. 1.5. Шероховатости поверхностей, достигаемые обработкой на фрезерных станках, приведены в табл. 1.4. Способы оценки шероховатости поверхности. Они могут быть визуальными (на глаз) и регистрируемыми специальными приборами. Визуальные выполняются путем сравнения шероховатости поверхности контролируемого изделия с образцами (эталонами) i шероховатости, имеющими необходимые значения тех или других ее параметров. Обычно такими параметрами служат или Ra- Сравнение невооруженным глазом или с помощью лупы допустимо при шероховатости поверхности в пределах R Ю мкм и Rab,6S мкм. Для оценки шероховатости до Ra = = 0,080 мкм применяются микроскопы сравнения МС-51, Л1С-49 и др. Измерение шероховатости поверхности производится бесконтактным или контактным методом. Для измерений бесконтактным методом (обычно в измерительных лабораториях) применяются двойные микросколы Лынника, мигсроскопы моделей МИС-11 и ПСС-2 (прибор светового сечения 2). Двойные микроскопы позволяют контролировать поверхности с шероховатостью Rz 60--2 МКМ; растровые микроскопы (например, модели OPHM-l) с R, = 40-;-0,6 мкм, микроинтерферометры (напри.мер, модели МИИ-14) - поверхности с шероховатостью /?z = 0,6-0,025 мкм. Рис. !.5. Пример обозначения шероховатости поверхности на ертежб Образец должен быть также нием с тем ie типом фрезы. обработан фрезерова- Шероховатости поверхностей, достигаемые при обработке на фрегериых стайках
Для измерений контактным методом применяются профилометры и профилографы работающие на принципе ощупывания поверхности алмазной иглой. В реальных условиях испочьзуют переносные профилометры моделей 240 и 263, предназначенные для контроля шероховатости поверхности по параметру = = 2,8-0,04 мкм. Они позволяют быстро, 8а 3-10 с произвести ивмеренив. 1.4. Обозначения, применяемые на машиностроительных чертежах Чертеж изделия представляет собой его графическое изображение, выполненное в определенном масштабе, с указанием размеров и условно выраженных технических условий, соблюдение которых должно быть обеспгчено при изготовлении изделия. Чертежи выполняются по единым правилам, установленным в ГОСТах Единой Системы Конструкторской Документации (ЕСКД). Обозначение материалов в сечениях. В табл. 1.5 приведено графическое обозначение материалов, наиболее распространенных в машиностроении Обозначение размеров поверхностей изделий. В табл. 1.6 даны обозначения размеров на машиностроительных чертежах Размеры должны сопровождаться указанием допустимых предельных оттслоиепий от номинальных значений Предельные отклонения могут быть указаны числами Ш* !; 12rjjS5p или условными обозначениями расположения полей допусков - прописными и строчными буквами латинского алфавита, например 18Я7, ]2е8, где числа справа - квалигет. Обозначения допусков формы и расположения поверхностей. Они указываются на чертежах условными обозначениями по ГОСТ 2.308--79 (СТ СЭВ 368-76),
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


