
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 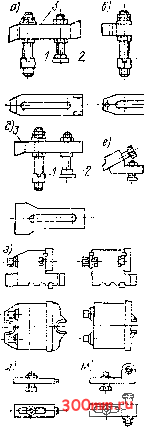 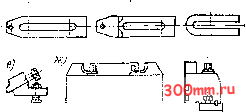 Рис. VIII.29. Элементы наладок к универсально-наладочному столу (см рис. Vin.l9) На рис. VIII 19, бпоказан гидроцилиндр В разрезе. Масло ПО каналам в сголэ поступает в канавки и отверстие 9, предусмотренные в стакане 12 цилиндра, и затем - в поршневые полости, уплотнение которых обеспечивается кольцами 5, 10, И. В гидроцилиндре создается давление до 15 МПа Крышка 6 ограничивает поршневую полость и одновременно крепит стакан 12 к столу. Внутренняя поверхность крышки имеет радиусный паз, в котором может перемещаться палец 7, запрессованный в поршень 14 Палец определяет рабочее и выключенное состояние гидроцилиндра, одновременно он препятствует повороту поршня,когда в отверстии его штока закреплена тяга зажима. Ход поршня 10 мм Для перевода гидроцилиндра в нерабочее состояние поршень поворачивается (специальным ключом) на 90°. Резьбовые отверстия выключенных гидроцилиндров, расположенные на торцах штоков, заглушают пробками 13 В гидроцилиндре создается давление 15 МПа При диаметре поршня D = 50 мм на штоке возникает сила Р = 29400 Н (3000 кгс) Универсально-наладочный стол комплектуется набором различных наладочных элементов, некоторые из которых показаны на рис. VIII 20. Разнохарактерные прихваты (рис VIII 20, а-5) позволяют надежно и правильно закреплять заготовки. В каждом таком прихвате две резьбовые шпильки одна служит опорой прихвата и прижимается к столу сферической пятой 2, с планкой 3 она связана верхней и нижней гайками, вторая шпилька ввертывается в шток поршня гидроцилиндра или в сухарь 1 Т-образного паза стола и соединяется с планкой 3 6* 163 Таблица vm.3 комплекты универсальио-сборной и переналаживаемой оснастки, поставляемые предпряятоями Союзтехоснасткя Комплект и его обозначение Число входящих в комплект деталей и сборных единиц Универсально-сборные приспособления с пазами 8 мм (УСП-8) То же, с пазами 12 мм (УСП-12) Комплект самоцентрирую-щнх головок Универсально-сборные механические приспособления с пазами 12 мм для станков с ЧПУ (УСПМ-12-ЧПУ) Сборно-разборные приспособления с пазами 14 и 18 мм для станков с ЧПУ (СРП-ЧПУ) Универсально-сборные механические приспособления с пазами (6 им для станков с ЧПУ (УСПМ-16-ЧПУ) Специализированные наладочные приспособления для станков с ЧПУ (СНП-ЧПУ) Уннвепсальио-сборная переналаживаемая оснастка для единичного производства серии 8 (УСПО-8) * То же серии 12 (yCnO-12F) * То же (УСПО-16Е) * Уннверсально-сбориая переналаживаемая оснастка для серийного производства серии 8 (УСПО-8С) То ле серии 12 (УСПО-12С) ** То же, паз 16 мм (УСПО-16С) * 4111 4221 9 1200 20 4100 4000 4900 1000 1000 1000 Время наладки приспособления средней сложности, ч Техническая характеристика 0,5 4,4 0,5 0,5 Среднее чис. ло одновременно собираемых приспо- СоблЕ-И! Ширина Т-образных пазов 26 9 15 20 40 32 32 12Н7 12Н7 14 и 18 16Н7 Шаг пазов в базовых дета ля,X. мм 50-8 Дн аметр коорди-натно-фикси-рующпх отверстий 12Н7, I6H7 12Н7 10Н7 12Н7 12Н7 10Н7 12Н7 12Н7 Диаметр основного крепежного болта М12, М16 М12 М12 М16 Максимальная масса заготовки, кг 3000 1000 3,0 300 1000 Шаг между коор-динатно-фиксн-рующимн отверстиями, мм 60-80 40 25 30 40 Достигаемая точность обработки (квалитет) 7 - 9 7-12 7-12 Шаг 1,5 мм. ** Изготавливается с 19S3 г. тоже верхней и нижней гайками. При ходе поршня вниз шпилька тянет планку 3, которая прижимает заготовку к опоре. Прижим для досылки заготовки до упора и дополнительного закрепления приведен на рнс. Vni.20, е. В качестве опор для направля10Ш,их и опорных базовых поверхностей заготовок набор имеет: неподвижные губки (рис. УП1.20, oic, в); регулируемые опоры (рис. Vni.20, и); самоустанавливающуюся опору (рис. УП1.20, к); пазовые нерегулируемые и регулируемые опоры (рис. УП1.20, л, м). Отечественной станкостроительной промышленностью централизованно производятся разнохарактерные и разноразмерные комплекты УСП и УСПО, принцип обращения элементов которых в приспособлении для обработки конкретных заготовок а!1алогичен тому, что принят для применения универсально-наладочного стола. Однако ввиду большой разновидности и числа входящих в них элементов эти комплекты обладают более широкими возможностями для компоновок. Краткие сведения о таких комплектах даны в табл. Vni.3. Установка и закрепление заготовок в еще большей мере упрощаются и сокращаются по времени при использовании специализированных переналаживаемых приспособлений, оборудованных механизированными зажимами. Примером таких специализированных нриспособлений может служить групповое многоместное приспособление с гидравлическим зажимом для фрезерования заготовок типа планок и клиньев (рис. УП1.21). Чугунный корпус 1 этого приспособления имеет в своей нижней части ряд сквозных соосных отверстий. В середине их диаметр 70 мм на длине 150 мм, с обоих концов на длинах 250 мм диаметры по 75 мм. С концов запрессованы стаканы 2, образующие полости, в которые по каналам 5 может поступать сжатый воздух, применяемый для осуществления разжима. В отверстиях диаметром 70 мм, работающих как цилиндры, помещаются левые и правые гидравлические норшии 4, перемещающиеся под давлением масла, поступающего по каналам А. Штоки 3 поршней своими проушинами соединены с помощью осей с рычагами 5. Рычаги могут качаться на осях 6. При раздвижке поршней (ход каждого 20 мм) рычаги 5 воздействуют на гаДки 7, находясь в пазах своими контактными поверхностями. Это вызывает силовое перемещение гильз 5 прижимов, сходящихся к центру. Положение прижимов можно наладочно регулировать путем вращения винтов 10 (съемной рукояткой 11), что вызывает перемещение гильз 5 относительно гаек 7 на 90 мм. Центральный упор 9 позволяет устанавливать и обрабатывать одновременно две разные по высоте заготовки, установленные с помощью применения различных наладочных подкладок. Вдоль приспособления могут быть также установлены и зажаты несколько различных коротких заготовок, каждая из которых закрепляется выделенными для этого одним или двумя прижимами (гильзы 8). При снятии центрального упора 9 (заполняется вставкой 12) может устанавливаться заготовка размером 130-300 нм. Источниками рабочего тела (в наших условиях это масло) с необходимыми значениями давления служат одно- и двухступенчатые пневмогидравлические усилители и гидронасосы. Одноступенчатые пневмогидравлические усилители (мультипликаторы) применяются редко, преимущественно при небольшом рабочем объеме масла (на один- три гидроцилиндра). Двухступенчатые пневмогидравлические усилители имеют обычно достаточный рабочий объем масла при небольшом увеличении габаритов по сравнению с одноступенчатыми усилителями. На рис. VIП.22 показан двухступенчатый нневмогидравлический усилтгтель модели С7027-4007 конструкции Оргстанкинпрома, изготавливаемый централизованно. Усилитель состоит из пневмоцилиндра 9 и двух гкдроцилиндров - низкого 7 и высокого давления 6. Шток 3 поршня 2 пневмоцилиндра является плунжером гидроцилиндра 6. Усилитель работает по циклу предварительный зажим - окончательный зажим - разжим. При повороте рукоятки четырехходового пневматического распределительного крана 5 последовательного включения (Е71-33) в положение предварительного за-}кима сжатый воздух через штуцер 5 поступает в верхнюю полость гидроцилиндра низкого давления 7 усилителя (преобразователя давления). При этом масло из по Применяется в Ленинградском стапкосгроительыом объединении им. Я. М. Свердлова,
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


