
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 5 Вар1гнпы nodh.adoi № Воздух Отт 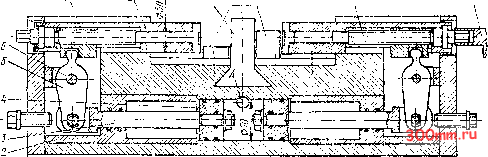 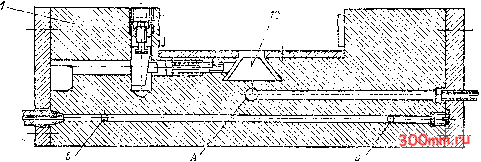 Рис VIII 21 Групповое перечалаживаемой многоместное приспособление с гидравлическим зажимом Маг но 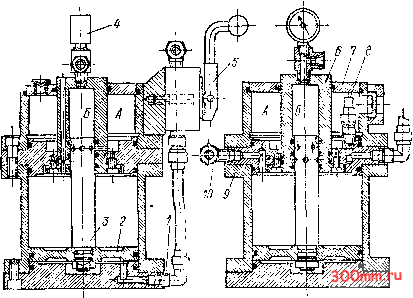 Рис VIII 22 Двухступенчатый пневмогидравлический усилитель лости А объемом 1000 см через радиальные отверстия поступает в полость Б цилиндра высокого давления (мультипликатора) и далее - в гидроцилиндры одностороннего действиЯ(приспособлений, осуществляя подвод зажимных элементов к обрабатываемой заготев я предварительный ее зажим под давлением масла, равным давлению сжатого воздуха При переключении рукоятки крана в положение зажима сжатый воздух поступает через штуцер / под поршень 2 цилиндра высокого давления Под действием давления сжатого воздуха поршень 2 со штоком 3 перемещается вверх, вытесняя масло из потости Б в полость А После того как шток поршня перекроет радиальные отверстия, соединяющие полости А я Б давление масла в системе начнет повышаться до максимального, равного 10 МПа (при давлении сжатого воздуха 0,5 МПа) Рабочий объем масла в полости Б равен 80 см Давление масла контролируется манометром 4. При переключении рукоятки крана в нотожение разжима сжатый воздух поступает через штуцер 10 в верхнюю полость пневмоцилиндра, а нижняя полость сообщается с атмосферой При этом масло из пгдроцилиндров приснособлений засасывается в потость Б гидроцилиндра высокого давления Утечка маета в гидроцилиндре высокого давления пополняется из гидроцилиндра низкого давления при перемещении поршня в крайнее нижнее положение Поршии гидроцилиндров перемещаются в исходное положение под действием давления сжатого воздуха. Так как управление как одноступенчатыми, так и двухступенчатыми усилителями осуществляется пневматическим распределительным краном, то эти усилители можно применять лишь в качестве индивидуальных источников давления станочных приспособлений, устанавливаемых на одном станке и поочередно нрисоеднчяемых к усилителю Пневмогидравлические насосы в отличие от пневмогидравлических усилителей можно применять в качестве групповых нагнетательных агрегатов, так как объем масла у них не ограничен объемом гидроцилиндра, а нагнетается из резервуара. Кроме того, управление гидроцилиндрами приспособтений осуществляется не по пневматической системе, а по гидравлической - посредством кранов управления. Насосы нагнетают масло только в период подвода и отвода зажимных элементов. После окончания перемещения гидроцилиндров приспособлений насос автоматически от<тючается VIII.5. Приспособления для станков с числовым программным управлением (ЧПУ) Приспособления для установки заготовок на станках с программным управлением должны отвечать ряду специальных требований. 1. Приспособления должны располагать средствами, с необходимой степенью точности ориентирующими их и устанавливаемые на них заготовки относительно направлений координатных осей станка. 2. Многоместные приспособления должны обеспечивать установку каждой заготовки с соблюдением наперед задаваемых расстояний, отмеряемых по осям X, Y, Z, которые необходимо выполнить в таких пределах допустимых отклонений, чтобы их алгебраическая сумма ни для одной заготовки не превышала допустимого отклонения в размерах взаимного расположения поверхностей, образуемых в результате обработки. 3. В целях быстрой и правильной установки приспособлений в положения, соответствующие нахождению режущего инструмента в исходной (нулевой по программе) точке, на приспособлениях должны быть предусмотрены установы - средства, обеспечивающие совмещение оси вращения инструмента с заданной точкой иа приспособлении. 4. В случае отсутствия установов должны быть указаны поверхности приспособлений, от которых определяют положение исходной точки (ИТ) ; размеры до ИТ по осям X, У и 2 должны быть отгравированы на приспособлении. 5. Приспособления должны, как правило, располагать механизированными зажинами, обеспечивающими быстрое и надежное закрепление заготовок. Переналаживаемые универсально-сборные приспособления, основанные на использовании универсально-наладочных столов (УНС), успешно применяются при работе на фрезерных станках с ЧПУ. Примером этого мотут служить показанные на рис. Vni.23-Vni.25 три варианта наладок одного и того же УИС о гидроцилиндрами, механизирующими зажим для обработки разных заготовок- На рис. Vni.23 (1-й вариант) приведено приспособление, на котором одновременно установлено 10 заттовок 5 (показана только часть), обрабатываемых по объединенной программе. Заготовки установлены с соблю.цением точных расстояний между ними; 4 = 100+0,03 мм; 1у = 100+0,03 мм, что обеспечивается специальными сменными промежуточными (между затотовками и УНС) подкладками /. Положение подкладок относительно УНС опре,делено тремя для каждой подкладки пальцами 6, плотно входящими в калиброванные пазы, ориентированные по направлениям координатных oceii X а Y Положение заготовок относительно подкладок / определено центральными пальцами и шпонками в них, базирующими заготовки по калиброванному отверстию со шпоночными пазами. Заготовки закрепляются одновременно десятью прижимами 3 и пятью прижимами 4, шпильки 2 которых ввертываются в резьбовые отверстия в шюках плунлеров встроенных гидроцилиндров УНС. На УНС может быть предусмотрен установ для фрезы в ИТ. Положение его в соответствии с программой обработки задается относительно базирующих поверхностей первой заготовки координатами xi, и zj. Сама плита УНС устанавливается на столе станка и выверяется на параллельность ее пазов направлению продольной подачи с помощью индикатора, после чего вакрепляется. На рис. VIII.24 (2-й вариант) показано приспособление, иа котором одновременно 5станавлиаается три относительно крупных заготовки. Специальные подкладки / своими тремя пальцами Б в каждой входягв калиброванные пазы. Внешние пять штырей В служат упорами, определяющими положение заготовки. Четыре из них выставляют заготовку по ее центральному пазу, пятый - по торцевой поверхности. Прижимы 2 и 3, соединенные со штоками гидроцилиндров, механически закрепляют все заготовки одновременно. См. гл. П1,
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


