
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 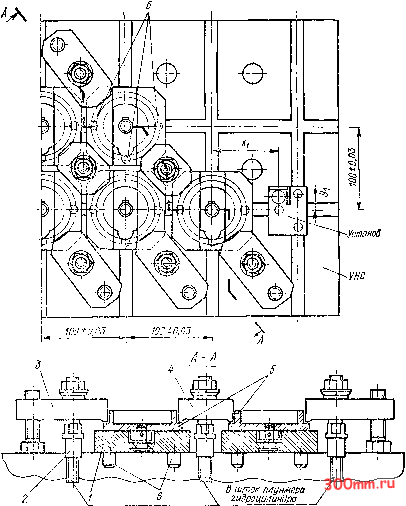 Рис. Vni.23. Переналаживаемые приспособления для станков с ЧПУ на основе УНС (1-й вариант) Жирными линиями показаны обрабатываемые поверхности заготовок - четыре выкружки с R - 25 мм, четыре отверстия с D = 26 мм и одно отверстие с D = = 12 мм. Третья наладка приспособления показана на рис. VIII.25 (3-й вариант). В этсм случае на УНС установлены четыре специальные подкладки /, положение которых в каждой определяют три пальца Б, входящие в калиброванные продольные и поперечные пазы. Подкладки / отдельно закреплены болтами 5, завинченными в резьбовые отверстия сухарей, находящихся в поперечных Т-образных пазах УНС. Базирование заготовок производится калиброванными пальцами В по двум обработанным отверстиям во фланце заготовки. Закрепление, как и в ранее приведенных приспособлениях, производится механизированными прижимами 3 к 4, шпильки 2 которых соединены со штоками гидроцнлиндров. Восемь устаиовле1Шых 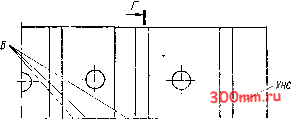 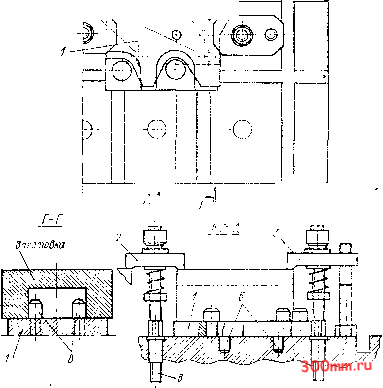 шток пмн<не,озгидрзцши дра Рис. VIII 24 Переналаживаемые приспособления для стачкоа с ЧПУ на осове VHC .I ti Варна иг) заготовок обрабатываются по объединенной про1рамме На этой операции фрезеруется по контуру эллипс 38Х 46 мм и сверлятся че1ыре отверстия Мб, 7Н. При обработке на фрезерных станках с ЧПУ заготовок небольших размеров (примерно до 100X 120X60 мм) партиями, содержащими сравнительно ограниченное их количество, эффективно могут использоваться универсальные приспособления с быстродействием зчжима, например пневматические или пневмогидразлическиэ машинные тиски Так как тиски в лучшем случае могут фиксировать положение заготовки только по двум осям координат, то их применение требует дополнения простейшими налзд- 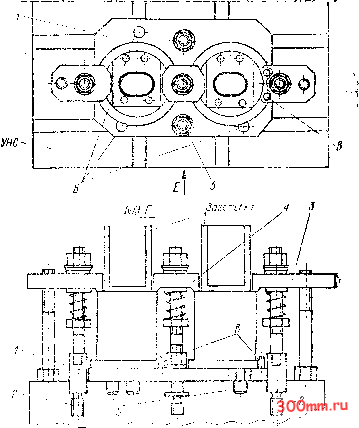 Рис vm.2c. Пег сн.ала.-,<пв.1еиые присгссб iHi я для cdHKOB с ЧПУ иа основе УНС (3 й вариант) ками. Такие иаладки должны обеспечивать фиксирование заготовки по трем координатам X, Y и Z н вывод инстр\мента в ИТ На рис Vni 26 приредева преетейшая наладка универсальных пневматических тисков (см рис VU! 10) Подвижная губка } обычно сохраняет свою постоянную наладку 2, налаживаемая - непсдвижиая - губка 5 оснащается спет1,иальной накладкой 4, на которой ирлется круглый упор 3, определяющий положение устанав-Jивaeмoй заготовки 5 по координатной оси Y. На конце накладки неподвижно зак-I еплена пластина 6, в которой выполнен угловой устансв в ИТ по координатам X, Y Ось контрол! ного валика А или концевой фрезы, закреп 1чемых в шпинделе сганка, совмещается с центром установа Правильность совмещения конгролируегся равен-с IBOM щелей 6 = Ь, при помощи пластинок щупа Когда такое положение оси фрезы Судет достигнуто, она будет находиться на расстоянии а по оси Y и расстоянии б по оси Х от базовых поверхностей заготовки Эти расстояния делаются равными координатам ИТ, на которые она отстоит от заготовки по данным про1раммы За начало отсчета по оси Z обычно принимается горизонтальная Поправляющая поверхность В тисков Положение заготовки в этом направлении опгеделяеюя подкладкой 7 соответствующего (по программе) размера Поверхность Б пластины 6 перпен-лгьулярна к опсрион поверхносги накладки 4, она служит для выверки всего при-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


