Припуск на сторону при обработке плоскостей деталей из черных металлов
Характер обработки фрезерованием
Наибольший размер обрабатываемой поверхности
, мм
до 50
св. 50 до 120
св 120 до 260
св 260 ДО 500
св. 500
до 800
св. 800 до 1250
св. 1250 до 2000
св 2000 до 3150
Черновое после литья:
в песчаные формы
0,9-1,0
1.1-1.2
1,5-1,6
2.2 - 2.3
3,1 - 3.2
4,5-4.6
7,0-7,1
10-11
в постоянную форму (кокиль)
в оболочковую форму
по выплавляемой модели
Получистовое после чернового
0,25
0,25
0,35
0,65
Чистовое после получистового
0,16
0.16
0.16
0,16
0,16
0,16
Таблица Х5
Припуск на сторону при обработке плоскостей деталей из цветных металлов и сплавов
Характер обработки фрезерованием
Наибольший размер обрабатываемой поверхности.
до 50
св. 50 до 120
св. 120
до 180
св. 180
до 260
св. 260 до 360
св. 360 до 500
св. 500
до 630
св. 630
до 800
св. 800 до 1050
св. 1050 до 1250
св. 1250 до 1600
Черновое после литья;
в песчаные формы (в землю)
0.65
0,75
0.85
0,95
1,25
в кокиль и оболочковые формы
0,35
0,45
0,55
0,65
0.85
0,95
по выплавляемым моделям
0,25
0,45
0,55
0.85
под давлением
0,15
0,25
0,35
0,45
0,75
Чистовое после чернового
0,07
0,09
0,11
0,14
0,18
0,23
0,37
0,45
0,55
0,65
торцевую фрезу, ось которой заведомо неперпендикуляриа (на весьма малый угол) к поверхности стола. Зуб такой фрезы имеет широкое лезвие, ширина которого в два-три раза больше подачи. Глубина фрезерования при этом t = 0,03-ь0,1 мм; подача So = 1,5-2,5 мм/об; скорость резания при обработке стали v = 200ч-250 м/мин.
Другой метод достижения высоких параметров шероховатости плоской поверхности на заготовке из чугуна марок СЧ 21; СЧ 28 - шабрящее фрезерование. Гри глубине резания от 0,03 до 0,1 мм, подаче = l,5-f-2,5 мм/зуб и скорости резания V = 150н- 160 м/мин достигается = 5 мкм, а при v = 240-г-250 м/мин - Rz = = 5-;-2,5мкм. Шабрящая фреза показана на рис. Х.З.
Погрешность илоскостиости возникает, если ось вращения торцевой фрезы неперпендикулярна к обрабатываемой поверхности или, иначе, - к плоскости стола станка. Плоскость получается вогнутой (рис. Х.4) тем больше, чем больше угол Р н чем меньше диаметр D торцевой фрезы.
Вошутость S определяется по формулам;
/I = г - S2/4; б = ft tg Р,
(54)
(55)
где h - стрела сегмента, у которого дуга - часть рабочей окружности фрезы, а хорда равна В - ширине фрезерования; г - радиус торцевой фрезы; р - угол отклонения от перпендикулярности оси вращения.
Таблица Х.6 Точность получаемых размеров при фрезеровании плоскостей
Номинальные размеры заготовки.
Характер обработки фрезерованием
Черновой
Получистовой
Чистовой
Тонкой
Предельные отклонения (мк.м) для квалитетов
Св. 10 до 18
-130
30
50
80
120
1000
180
1150
у> 260
1350
360
1550
Примечания- 1. Данные относятся к случаю обработки заготовки жесткой конструкции с габаритными размерами менее 1 м при базировании по чисто обработанной поверхности и использовании ее в качестве измерительной базы. 2. Точность обработки торцевыми фрезами при сопоставимых условиях выше, чем цилиндри-тескими (ориентировочно на один квалитет). 3 Точность обработки заготовок из чугуна и цветных металлов несколько йыше точности обработки стали. 4. Тонкое фрезерование (с малыми глубинами резания и подачами йа зуб) производят только торцевыми фрезами.
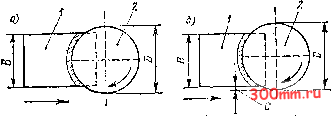
Установка торцевой фрезы относительно заготовки: а - симметрично (не рекомендуется): б - асимметрично (рекомендуется)
Точность формы и взаиккого расположения плоскостей при фрезеровании
Фрезерные станки
Характер обработки фрезерованием
Отклонение, мкм
Неплоскостность, непрямолинейность
Непараллельность по отношению
Неперпендикулярность по отношению
к установочной поверхности
к другой поверхности, обрабатываемой с этой же установки
к установочной поверхности
к другой поверхности, обрабатываемой с этой же установки
Горизонтально-фрезерные и универсальные обычной точности
Черновое Чистовое Тонкое
60-160
25-60
16-40
50-160
16-60
10-25
60-100
16-40
10-25
60-100
16-60
10-25
60-100 16 - 40 10-25
Горизонтально-фрезерные и универсальные повышенной точности
Черновое Чистовое Ток кое
60-100 25 - 40 16 - 25
60-160 16 - 40 10-16
60-160
16-40
10-16
60-160
16-40
10-16
60-160 16 - 40 10-16
Вертикально-фрезерные обычной точности
Черновое Чистовое Тонкор
60-100
25-60
16-40
60-200
25-30
16-25
1 00-250 25-60 16-25
100-200 25 - 60 16-25
100-250 25 - 60 16-25
Вертикально-фрезерные повышенной точности
Черновое Чистовое Тонкое
40-100 16 - 40 10-25
60- 160 16-40 10- 16
60-160 16 - 40 10-16
16-160
16-60
16-25
60-160 16 - 60 16 - 25
Продольно-фрезерные
ЧерноБор Чистовое Тонк-е
40-100
16-40
10-25
60-160 10-40 6-16
60-100 10-25 6-16
60-100 10-25 1,5-6
60-100 10-25 2.5 - 6
Барабанно-фрезерные
Черновое Чистовое
60-160 25 - 60
60-160 10 -4С
60-100
10-25
60-100 10-40
60-100 10-40
Кар усельно-фрезерные
Чернозое Чистовое Тонкое
60- 160 25-60 16 - 40
60-160 16 - 60 10-25
60-100 16 - 40 10-2Ь
60- 100 16 - 60 10-25
60-100 16-40 10 - 25
Горизонтально-расточные
Черновое Чистовое Тонкор
60-100 25 - 60 16-25
100-160 25-60 16 - 25
100-160 25-60 16 - 25
100-160 25-60 16-25
100- 160 25-60 16 - 25
Агрегатные
Черновое Чистовое
40 - 160 16 - 40
10 - 25
60-200 10-40 6 - 16
60 - 200 10-40 6-16
60-200 10-40 6-16
60 - 200 10 - 40 6-16
Примечание, Размеры плоских поверхностей соответствуют размерам рабочих поверхностей столов станков.