
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования Способы настройки на заданные размеры при фрезеровании пазов и канавок Настройка по шаблонам 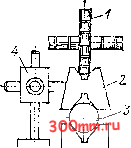 Достаточно npocTOit и. точной оказыпается настройка с аомааъю шаблона-призмы 2, закрепленной на стойке 4. В этом случае установка дисковой трехсторонней фрезы 1 точно по оси симметрии обрабатываемой заготовки-валика 3 обеспечивается за счет соосности V-образных вырезов призмы 2 Содержание Настроит т лимОам подачи 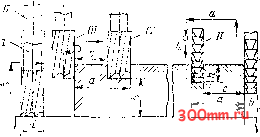 Прн отсутствии шаблонов приходится прибегать к универсальным способам настройки на заданный размер, основанным на точном перемещении стола по заданным координатам. Допустим, например, что в заготовке призматической формы требуется концевой фрезой диаметром d профрезеровать прямоугольную канавку с координатами а и й (на рисунке слева). Диа метр фрезы равен ширине канавки. Для установки на размер Н, заданный от основания заготовки, сначала поднимают консоль станка, доводя фрезу до соприкосновения с поверхность.о стола, если заготовка неносредствеино усга-новлена на столе, или с опорой, если заготовка устан гвлнвается в приспособлении (ноз. /). Затем опускают консоль на глубину h, при этом фреза оказывается установленной по высоте (пол, ). После этого, включив вращение фрезы, перемещают стол в поперечном направлении до тех пор, пока на боковой поверхности обрабатыпасмой заготовки не появится слабый след от вращающейся фрезы (положение /). Далее продвигают стол в продольном напраг.леиии и выводят фрезу з) пределы обрабатываемой детали, noc.rie чего перемешают стол по лимбу поперечной подачи на размер второй координаты а (поз IV} На рисунке справа показана установкп дисковой фрезы шириной b в случае, когда размер h канавки отсчитывается от верхней поверхности заготовки.- Сначала фрезу подводят к боковой поверхности заготовки (поз. /). Затем опускают стол так, чтобы фреза оказалась выше верхней поверхности заготовки, и перемещают поперечные салазки иа разм-р а. Включив вращение фрезы и подняв стол на высоту, при которой фреза оставит легкий след на по-йерности заготовки, производят дальнейший подъем стола на высоту h (поз. ). Если вместо размера а был бы задан размер с, то горизонтальное перемещение стола в первом примере было бы равно с d, а во втором г + 6. Вращение фр зы при настройке стайка необходимо для уменьшения погрешности установки, которая возникает при касании фрезы заготовки не одним, а двумя смежными зубьями Содержание Настройка фрезы при фрезеровании шпоночного паза Пластинка w,gna 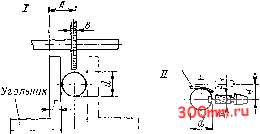 Ш777777777777777/ И ,7   . Пластинка Пластинка и [Пластинка - щупа  Для установки дисковой брезы в диаметральной плоскости вала может быть применен описанный способ настройки по лимбам подачи. В этом случае вращающаяся фреза приводится в соприкосновение с валом (соприкосновение контролируется по меловой отметке, предварительно нанесенной на боковой поперхности вала). Затем стол опускается и смещается в поперечном направлении (с контролем по лимбу) на расстояние А {d + В)П. Здесь d диаметр вала, мм; В - ширина фрезы, мм. Более точным является способ установки дисковой фрезы с помощью угольника и штангенциркуля или микрометра. Установив угольник (поз. /), замеряют штангенциркулем расстояние А. Это расстояние заранее подсчитывают по формуле Л Г + (rf -f В)/2, где Т - ширина вертикальной полки угольника. Затем устанавлИ вают угольник с другой стороны вала (показан штриховыми линиями) и еще раз проверяют таким же методом размер Л. Если оба отсчета штангенциркуля сходятся, то фреза установлена точно. Установка концевой шпоночной фрезы на горизонтально- и верти-кальио-фрезерпоы станках показана на позициях и /. При установке на горизонтально-фрезерном станке вал подводят к неподвижной фрезе (показана штриховыми линиями) так, чтобы пластинка щупа (0,02 - 0,03 мм), положенная на вал, оказалась слегка зажатой. После этого стол перемещают в поперечном направлении и, пользуясь лимбом, поднимают на высоту И И = йП 0/2, рде d - диаметр валя, мм; D - диаметр фрезы, мм. При установке на вертикально-фрезерном станке (поз /) внчале зажимают пластинку щупа, опускают стол, а затем перемещают стол с заготовкой на размер Н, равный, как и в предыдущем слу чае, полусумме диаметров вала и фрезы.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


