
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 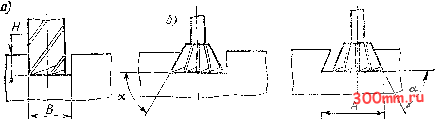 Рве. х.13. Суема последоватслькостн фрезерования пазов типа гласточкин хвост Размеры А, b и L цзнс. X 15) рассчитывают по формулам: Л = L + 2/- + 2&; (63) 6 = л ctg (а/2); (64) L = Л 2а - 26, (65) где Л - ширина паза между вершинами внутренних углов, образованных скосами; L - расстояние между цилиндрическими поверхиостя.ми роликов; г- радиус роликов; b - большой катет прямоугольного треугольника, очерченного биссектрисой угла а, перпендикуляром из центра ролика на дно паза и участком дна паза. Измеряя набором концевых мер размер L, можно с высокой степенью точности (0,01-0,02 мм) определить размер паза. Пример 2. Определить размер L, если А = 100 мм, а = 60°; г= Ю мм. По формуле (64) 6 = 10-1,732 = 17,32 мм; по формуле (65) L= 100-2-10-2.17,32 = 46,36 мм. Фре-ерование уг,гювых канавок на цилиндрических заготовках. С подобного рода обработкой фрезеровщик сталкивается при изготовлении многозубых режущих инструментов (фрез, метчиков, разверток), а также храповых колес. Задача настройки 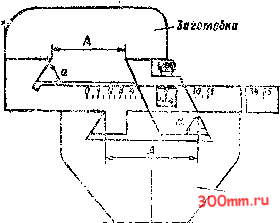 Рис. Х.И. ПТтзигенпиркуль со специаль-нымч губками для измерения пазов типа ласточкин хвоста оагото5>:з   Рис. X.t5, Геометрическое построение размеров и контроль выполнения обработки пазов типа ласточкин хвост при помощи калиброванных валиков СВОДИТСЯ к такой установке фрег*1 относительно заготовки, при которой в результате обработки получаются канавки заданных форм и размеров. На рис. Х.16 показана последовательность относительного положения фрезы и заготовки. Положение фрезы определяется координатами х (смещение от вертикальной оси) и у (углубление в тело заготовки). Если координаты х и у известны, то настройка станка сводится к следующему. На стол станка устанавливают угольник (поз. /) до касания с заготовкой в точке К, затем перемещают стол до тех пор, пока фреза не коснется торцом вертикальной полки угольника. После этого убирают угольник и, контролируя по лимбу поперечной подачи,перемещаютстолнарасстояниес(/2(поз. ). Далее, включив вращение фрезы, поднимают консоль до касания вращающейся фрезы с заготовкой, затем продольным перемещением стола выводят фрезу за пределы заготовки и по лимбам перемещают консоль вверх на высоту у, а стол - на расстояние х в поперечном направлении (стрелки на поз. /). Если координаты х и у неизвестны, то их нужно вычислить. Значения этих координат зависят от ряда факторов - от высоты фрезеруемого зуба, его геометрии и размеров фаски. В случае, когда заданы диаметр заготовки d, передний угол зуба 7, высота зуба h и угол ф, определяющий профиль стружечной канавки, а обработка ведется двухугловой фрезой с углами ф и Ф1 (рис. Х.17, а), координаты определяются по формулам: X = 0,5d sin-(7 + Ф1) - ft sin ф1/со8 v; (66) y= 0,5d [1 - cos (7 + Ф1)] -f (ft/cos V) cos ф£. (67) В частном случае, когда 7=0, X = (0,5d - К) sin Ф1; (68) у = 0,5d (1 - cos Ф1) + h cos Ф1. (69) Если работа выполняется не двухугловой, а одиоугловой фрезой (Ф1 = 0), то при 7 =7 О X = 0,5d sin 7; (70 (/= 0,5d (1 - cos 7) + /i/cos 7. (71) При 7=0 л:=0 иу = h. В приведенных формулах ие учтены поправки, связанные с наличием закругления г канавки у основания зуба. Если эти поправки учесть, то координаты X п у, вычисленные по формулам (66)-(71), следует заменить их фактическими значениями Хф и уф: хф= х-\- Ах; (72) уф= у - Ау. (73)
 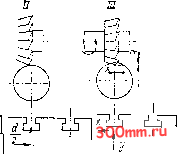 Рис. х.16. Схема последовательности взаимных положений фрезы и заготовки при установке для фрезерования угловых канавок Поправки Ах а Ay вычисляются по формулам; Ау= г -- 1 (74) (75) sin (ф/2) C05 (ф/2 - ф) sm (ф/2) Пример 3. Определить координаты установки двухугловой фрезы с параметрами: ф = 70°; ф5 = 15° и г= 0,5 мм при фрезеровании зуба на заготовке диаметром d = 32 мм, высотой h- 4 мм, с передним углом у = 6°. По формулам (66) и (67) находим- X = (32/2; sin (6 + 15°) - 4 sin 15°/cos 6°; у = (32/2) [1 - cos (6° + 15°) ] + 4 cos 15°/cos 6°,- Подставляя значения тригонометрических величин, найденные в соответствующих таблицах: sin (6°+ 15°) = sin 21° = 0,35837; cos (6°+ 15°)= cos 21° = 0,93358; sin 15°= 0,25882; cos 15°= 0,96592 и cos 6° = 0,99452, получаем x= 4,69 мм и y= 4,92 MM. 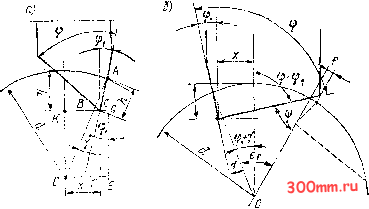 Рис. X.17. Гeoelpнчecкиe построения при определении координат для установки двухугловых фрез Находим поправки на округление зуба рабочей фрезы по формулам (74) и (75) 0,5sm(70°/2--15°) ~ sin (70°/2) Д(/ = 0,5 соь (70°/2- 15°) sm (70°/2) Подставив значения тригонометрических величин и проведя соответствующие преобразования, получим Ал; = 0,297 мм и y = 0,32 мм. Окончательно находим координаты установки угловой фрзы по формулам (72) и (73)- хф = 4,69 + 0,297 = 4,987 5 мм; i/ф = 4,92 - О,: = 4,6 мм В случае, когда заданы не высота зуба, а ленточка зуба /, а - кже углы Y, ф и фх, диаметр d и число зубьев г обрабатываемой заготовки, расчет юрдинат несколько отличается от предыдущего.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


