
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования Положение qipesu fipu 2 ч переходе 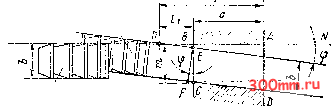 Положение сррезы при f-M переходе Рис. Х.20. Схема геометрических построений для наладки станка и делительной головки при фрезеровании клиновидных пазов В 1-м переходе прорезается прямой паз; при этом окончательно формируется его стенка В А. В этом переходе ось птнинделя делительной головки должна бь5ть установлена параллельно направлению продольной подачи стола. Во 2-м переходе, когда формируется вторая стенка CD паза, ось делительной головки должна быть повернута вокруг оси /-/ на заданный угол ф. В этом случае требуется произвести настройку станка в соответствии со специальным расчетом. Фрезерование клинового паза, заданного размерами а, m и углом ф (рис. Х.20), должно вестись дисковой фрезой с ближайшей меньшей шириной по отношению к размеру /п (6 < т). В положении, показанном на рисунке, ось шпинделя делительной головки должна сбвпадать с плоскостью NN; при этом один из торцов трехсторонней Дисковой фрезы будет совпадать с осью обрабатываемой заготовки (с плоскостью NN). Для 2-го перехода требуется найти определяющие настройку стайка расстояния от оси /-/ (см. рис. Х.19) до торца ВС заготовки или до торца AD-Lj. На рис. Х.20 Положению оси /-/ соответствует некоторая точка О, расстояние от которой до Торцов заготовки определяется из геометрических построений: для цилиндрической зйготовки корпуса фрезерной головки = ii + а - (m cos ф - fe)/sin ф + а; (94) для конической заготовки Z,2 = (т cos ф - b)h\x\ ф + a/cos 6, (95) где 6 - половина угла конуса при вершине изделия и одновременно утюл установки шпинделя делительной головки в вертикальной плоскости (см. рис, Х.19). НайдЯ La и Li, на эти расстояния смещают головку на поворотной пдит , Глава XI СМЖНШ ФРЕЗЕРНЫЕ fBOTM  XI.1. Фрезеревание реек, червячных колес и червяков Фрезерование зубчатых реек. Прямозубые рейки целесообразно обрабатывать на широкоуниверсальных консольно-фрезерных станках. Эю объясняется тем, что эти станки имеют двухповоротную шпиндельн5 ю головку, дающую возможность придать шпинделю положение, при котором его ось располагается параллельно направлению продольной подачи стола и одновременно с этим наклонно к плоскости стола.. Для фрезерования зубьев на горизонтально-фрезерном станке требуется иметь в качестве его принадлежности приставную поворотную шпиндельную головку (рис. XI. 1 и XI.2), которая позволила бы придать шпинделю такое же положение, которое допускает иметь двухповоротная шпиндельная головка широкоуниверсального станка. В обоих случаях возникает задача обеспечить точный отсчет перемещений заготовки на размер шага зубьев. Если фрезеруемая рейка коротка настолько, что позволяет использовать поперечное движение столз для отсчета перемещения заготовтж на размер шага зубьев на всей ее длине, тоотсчетперемещенин стола на шаг может быть с достаточной точностью осущсств,тен по шкале индикатора, закрепленного на специальном упоре направляющих (поперечных) консоли горизонтально-фрезерного станка (напри- р -j, , мер, модели 6Р82). Однако вследствтге невозмож- фрезерование рейки одноугло-ности в этом случае придать шпинделю станка на- вой стйпдартной фрезой клонного положения относительно плоскости стола (см. рис. XI 1) для такого способа обработки зубьев реек требуется применение не одноугловых, а профильных дисковых фрез, специально предназначенных для фрезерования реек. Для длинных и точрых реек имеется возможность осуществлять перемещения на размер шага зубьев с помощью универсальной делительной юловки. На рис. XI 2 изображена кинематическая схема настройтш станка для фрезерования зубьев прямозубой рейки 8 с использованием делительной головкн 6. Шпиндель 51 оловки соединен сменными колесами Za - с винтом 1 продольной подачи стола 7. Движение вишу подачи, а следовательно, и перемещению стола с заготовкой па требуемое расстояние передается при повороте фрезеровщиком рукоятки 3 делительной головки относительно зафиксированного защелкой 2 делительного диска 4 через коническую, цилиндрическую и червячную передачи головки и гитару сменных колес . Задача настройки кинематической цепи в этом случае сводится к тому, чтобы найти такое число оборотов рукоятки 3, при котором стол переместился бы относительно фрезы 9 на размер шага рейки tn- Необходимое для такой передачи передаточное отношение сменных колес гитары определяется по формуле см = Ntn/insy,. в) = Nnminsy:. в), (96) Первая шестерня гитары г, насажена на валик, вставленный в шпиндель делительной головки. 8* 227 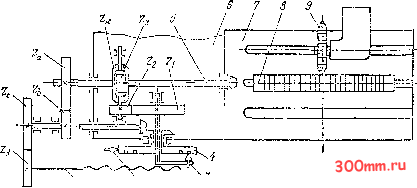 Рис. X!.2. Кинеуйтпческая cxet.sa настройки станка для фрезерования прямозубой рейки где N - характеристика делительной головки; т - модуль нарезаемой рейки; п - число оборотов (целое или дробное) рукоятки УДГ; Sx, в - шаг винта продольной подачи стола. Пример 1. Подобрать сменные зубчатые колеса для настройки станка с помощью делительной головки (Л = 40) при фрезеровании рейки m = 2 мм на станке с Sx в = 6 мм. Принимаем п = 12, я 3,1428 22/7. По формуле (96) . 40-2.3,1428 10 22 50 88 см - 12-6 9 7 35 36 Таким образом, сменные шестерни гитары будут: га - 50; гь = 35; = 88 и 3d = 36. При такой настройке после прорезания каждого зуба для перемещения заготовки на размер одного шага нужно повернуть рукоятку 3 делительной головки на 12 полных оборотов. Для косозубых реек настройку станка нужно производить с учетом угла наклона зуба рейки р. В этом случае перемещение заготовки относительно фрезы производят не на величину tn, а на осевой шаг рейки ос 00 = tjcos Р = тя/cos р. (97) На этот угол Р необходимо повернуть стол универсально-фрезерного станка, Примекение специальных делительных приспособлений для перемещения заготовки на размер шага оказывается более производительным, чем использование для этой цели делительной головки. Фрезерование прямозубых реек может осуществляться с высокими точностью и производительностью на консолько-фрезерных станках с ЧПУ, например на станке модели 6Р13ФЗ с приставной шпиндельной головкой, на которой ось шпинделя может быть расположена перпендикулярно к направлению поперечной подачи и наклонно к плоскости стола. На рис. XI.3 для этого случая показана траектория относительного движения инструмента и заготовки в процессе фрезерования. Во всех местах изменения направления движения отмечены опорные точки, по которым задается программа. Так, точка (Xjii/iZi) является началом рабочего хода фрезы; точка (xij/ji) - окончанием этого рабочего хода; точка (xyz) - окончанием холостого хода, перемещающего фрезу вверх, а точка (хуг) - окончанием холостого хода, возвращающего фрезу в начало фрезерования по горизонтальной плоскости. Программа обработки достаточно проста, так как задаются только прямолинейные под прямыми углами перемещения, определяемые минимальным числом коорди-
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


