
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 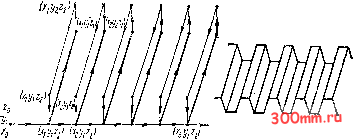 Рис. XI.3, Траектория относительного движения инструмента при фрезеровании рейки на станке о ЧПУ нат. В то же время процесс полностью автоматизирован, за исключением установки и снятия заготовок. Фрезерование червячных колес и червяков. Червячные передачи могут осуществляться с тремя видами цилиндрических червяков - архимедовыми, эвольвент-ными и конволютными. Каждый из них различается профилем зубьев. В осевом сечении, находящемся в диаметральной плоскости, архимедов червяк имеет прямолинейный трапецеидальный профиль винтовых поверхностей (рис. XI.4, о), В этом же сечении эвольвентный червяк имеет криволинейный профиль (рис. XI.4, б). Конволютный червяк в нормальном сечении - в плоскости, перпен-днкулчрной к винтовой линии на делительном цилиндре, - имеет прямолинейный трапецеидальный профиль винтовых поверхностей (рис. XI.4, б). По этим обстоятельствам наиболее отвечающим правильному формированию зубьев дисковой трапецеидальной фрезой является конволютный червяк. Образование профиля эвольвентного червяка требует применения дисковой фрезы с криволинейным профилем, Ктому же, форма кривой винтовой поверхности эвольвентного червяка меняется в зависимости от диаметра делительного цилиндра (числа зубьев). Фрезерование архимедовых червяков можно выполнять, применяя специальные дисковые фрезы трапецеидального профиля, однако с заведомыми отклонениями от теоретического профиля. Угол, образуемый боковыми поверхностями фрезы для передач с 20-градусным углом зацепления, равен 40°, для передач с 15-градусным углом зацепления он равен 30°. В настоящее время 15-градусное зацепление не применяется, однако как широко распространенное в недавнем прошлом может еще относительно часто встречаться при выполнении ретчонтных работ. Фреза закоеяется на шпинделе накладной поворотной фрезерной головки 2, располагаемом цсд углом 90° относительно основного шпинделя универсального фрезерного станка (pic. XI.5, а). При установке фрезы относительно обрабатываемого червяка / необходимо следить за тем, чтобы вертикальная линия, проходящая через середйду профиля а) 0) 5) пере-(pi.c. фрезы 2 и ее ось, секала ось червяка XI.5, б). Стол, на котором установлена делительная головка с заготовкой червяка /, должен быть повернут на угол подъема винтовой линии червяка X. Этот угол определяется по формуле tg Л = tkl{iidjj) = nmfe/rerfj. 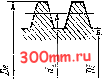   Рис. XI.4. Профили червяков: а - архимедова б = эвольвентного в осевом сечении; в нормальном сечепии осевом сеченпи? =1 К0ИВ0Л10ГНОГО где t - шаг зубьев червяка (или червячного колеса в плоскости его симметрии), 1м; k - число заходов червяка. В табл. XI.1 приведены значения для поворота стола станка, равные угл %, вычисленному для архимедовых червяков. Для получения винтовой канавки червяка шпинделю делительной голоски сообщается движение от ходового винта продольной подачи стола через гитару сменных колес (подробно см. с 199-200). Передаточное отношение гитары сменных колес определяется в этом случае по формуле см = 2123/(2224) = jVsjj. в/(яАт). (9) Произведение .ufem называется ходом резьбы червяка. При расчете хода чг рвяка необходимо учитывать, что я - число иррациональнее. Поэтому подбирают такое отношение чисел зубьев сменных колес, которое давало бы минимальную погрешность при подсчете набора сменных колес. В табл. XI.2 приведены примеры прилти-женного подбора сменных колес по получающемуся при этом соотношению чисел; там же укаэг1!ы погрешности при таком приближенном подборе При фрезеровании многозаходьых червяков деление на заходы осуществляется методом непосредственного деления или методом простого деления. 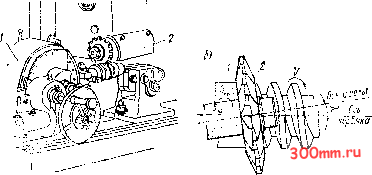 Pfc. xf.;. СрезсроЕ£кре червяка При оче; ь глых углгх подъема винтовой линии червяка передаточное отнсшс!ие сменных колес получается настолько большим, что передача движения от ходового вш-гга шш1нделя делительной головки происходит толчками В случаях, когда вообще не удается установить набор сменных колес, соотьет-ствующий данному передаточному отношению, расцепляют червяк с червячным колесом делительной головки и соединяют внит продольной подачи станка и шпиндель делительной головки посредством сменных зубчатых колес, последнее из которых устанавливается на конце валика, закрепленного в шпинделе головки. Передаточное отношение этих колес i= kWsx. в. (100) При такой настройке станка несколько усложняется операция поворота шпинделя головки при фрезеровании многозаходных червяков, так как при этом приходится расцеплять шестерни гитары. В целях получения винтовых поверхностей с малой шероховатостью фрезерование ведут с попутной подачей (рис. XI.5, б). Пример 2. Требуется настроить станок для фрезерования дисковой фрезой червяка с модулем т = 10, числом заходов fe = 3, диаметром начальной окружности dt = 100 мм Характеристика фрезерного станка Л = 240 1. По формуле (99) определяем передаточное отноши ие и подбираем сменные зубчатые колеса (см = 133/(3234) = Л/(3,143-10) = 240/94,2 85-45/(30-50). Фактический ход резьбы червяка при данном наборе сменных шестерен получается равным 94,118 мм. Погрешность хода равна разности между требуемым ходом и фактически получаемым, т. е. 94,2 - 94,118 = 0,082 мм,
Углы поворота стола уняверсаяьно-фрезерного станка при (!ч>еэе[м>вании чсрвтоа (архимедовых)
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


