
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования ралыюго угла ф= 169° 12; вторая спираль М имеет подъем h = 62,21 мм при угле q)= 104° 24. 1. При обрабоггсе паза закрепим заготовку кулачка на оправке в шпинделе делительной головки, а в шпинделе накладной фрезерной головки закрепляется концевая фреза 0 диаметром, равным ширине паза. Шпиндель головки и концевая фреза располагаются вертикально (см. рис. XI. 13, а), 2. По формуле (106) определяем шаги спиралей: на участке К Я= 360°-63,42/139° 12 = 135,04 мм; на участке М Н= 360°-62,21/104° 24 = 214,76 мм. 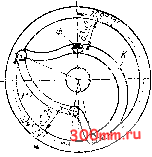 -Р -1 Рис. XI.)) Кулачок с замкнутым контуром паза торце диска 3. По формуле (108) определяем передаточное отношение сменных шестерен: для спирали К . 240 80 , 8-10 80 100. 133,04 90 50 для спирали М см = 240/214,76 = 50/56 = 25/28. При отсутствии в наборе шестерни о г = 28 потребуется ее изготовить. В целях упрощения расчетов при настройке станка для обработки кулачков с профилем по архимедовой спирали в табл. XI,6 приведены значения углов наклона шпинделя делительной головки 6 и обозначения набора сменных шестерен. В табл. XI.7 даны значения чисел зубьев шестерен, соответствующих обозначению набора, указанного в табл. XI.6. Для настройки станка необходимо: а) опоеделить значение шага Н по формуле (106) или (107); б) значение угла 6 по табл. XI.6; в) значения чисел зубьев сменных шестерен по табл. XI.6 и XI.7; г) повернуть шпиндель делительной головки на угол 6 (см. рис. XI. 13); д) соединить винт продольной подачи с набором сменных шестерен, установленных на гитаре УДГ. Фрезерование кулачков с произвольным профилем. В машиностроении встречаются также кулачки с произвольным профилем, очерченным не по архимедовой спирали. Для обработки таких кулачков требуется определенным образом подготовить чертеж: из центра О кулачка (рис. XI. 15) нужно провести ряд равномерно расположенных лучей после чего подсчитать расстояние от центра О до пересечения их с криволинейной траекторией центра ролика, который работает с этим кулачком. Обычно эти данные приводятся на чертейсе кулачка. В процессе настройки станка полукруглую фасонную фрезу, имеющую радиуо закругления, равный радиусу рабочего ролика, располагают так, чтобы ее ось симметрии проходила через ось оправки. Кулачок устанавливают на центровой оправке между центрами УДГ и ее задней бабки. При настройке инструмента на раз;лер расстояние от плоскости сгола до образующей фрезы рассчитывается по формуле Я= R + h, (114) где Н - искомая высота установки фрезы над столом станка; R - расстояние от центра кулачка до точки а, расположенной в плоскости симметрии фрезы и лежащей на траектории 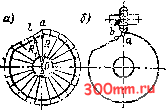 кулачков Рис. XI.15. Фрезерование дисковых с произвольным профилемУ а - различные лучи о точками на кон-Фуре; б - установка кулачка по точке а в плоскости симметрии фрезы В зависилюсти от размеров кулачка и слолс-ности его профиля число лучей бывает разным 100, 200, 360 и более.
Значение угла (0, ...°) и номер (обозначение) набора сменных шестерен, необходимых для настройки станка с характеристикой А = 240 при фрезеровании кулачков, профиль которых очерчен но архимедовой спирали
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


