
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 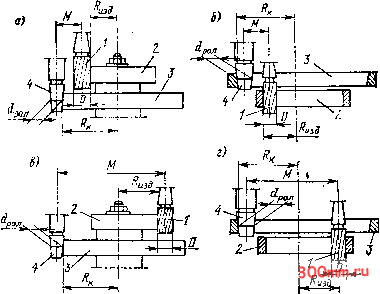 Рис. XI.19, Схемы распололсений фрезы, роликов и копиров при фрезеровании заготовки При разностороннем расположении ролика и фрезы (рис. XI, 19, виг) /?к = М-;? здТ0,5(£)-рол). (117) Здесь знак - берется при обработке наружных, а знак при обработке внутренних поверхностей. Пользуясь этими формулами, можно подсчитать Rh для отдельных участков (углов) контура и таким образом построить профиль копира. Такой способ, однако, применим лишь для относительно простых пр форме контуров копиров. Более точные результаты дает графический метод построения контура копира. XL4. Фрезерование фаронных проотранстзеяно-алажных nDBepxHDSTeit Фрезерование фасонными фрезами позволяет при небольшом припуске за один рабочий ход обработать пространственно-сложные поверхности заготовки, если по условиям мощности станка и жесткости системы СПИД они могут быть охвачены по всей своей ширине. На рис. XI.20 показана обработка фасонной фрезой короткой заготовки, закрепленной в тисках. Применение набора фасонных фрез, соединенных между собой не только оправкой, но и кулачками, образованными на торцах спариваемых фрез, позволяет увеличить ширину фрезерования за один рабочий ход. Набор фасонных фрез упрощает формы фрез, облегчает их изготовление и уменьшает стоимость. Определенные трудности при это.м представляет обеспечение правильной установки заготовки относительно форм фрезы по заданным чертежом размерам. Простейшим приемом является установка относительно отсчетного торца фасонной фрезы. Но эго возможно только тогда, когда на торце фрезы выграви-ровывается размер от ее базового торца до плоскости симметрии так называемой главной фасонной части поверхности. На рис, XI.20 размер I между двумя плоскостями С и Ci является именно таким размером, который позволяет легко вычислить, на каком расстоянии друг от друга должны находиться базовые торцы фрезы Б и заготовки А. 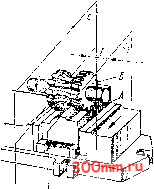 Задача достижения правильного положения фасонной фрезы относительно заготовки значительно облегчается при применении специальных установов (габаритов). На рис. XI.21 показаны характерные примеры определения расположения фасонных фрез по установам (габаритам), закрепленным на приспособлениях и зани-амающпм на них соответствующие места относительно базирующих поверхностей (баз заготовок). На рис. XI.21, а дисковая выпуклая фреза устанавливается по плоскости симметрии и по своей оси от габарита путем соблюдения равенства зазоров, измеряемых щупом S. На рис. XI.21, б положение фасонной фрезы определяется одновременными контактами с роликами, имеющими равновеликие диаметры d; при зтом достигается необходимое расположение относительно баз заготовки. На рис XI.21, в приведен пример аналогичной установки при несимметричном профиле фрезы. На рис. XI.21, г фасонная фреза симметричного профиля выставляется относительно приспособления и заготовки по контактам с мерными роликами и зазору по щупу, задаваемым уста-новом. Режи.м резания, назначаемый при работе фасонной фрезой, влияет на качество обработки (отсутствие дробления, надлежащая шероховатость поверхности, неискаженный профиль изделия). Фасонные фрезы изготавливаются из быстрорежущей стали. Рекомендуемый режим резания: не более 0,05 мм/зуб; l= 30 м/мин для стали и 20 м/мин для чугуна. Контроль фасонного профиля производится шаблонами. Сложные фасонные поверхности таких изделии, какими являются штампы, пресс-формы, про-модели, в целях ускорения и удешевления их изготовления требуют применения дорогих копировальных объемно-фрезерных станков или многооперационных фрезерных станков с ЧПУ. В условиях единичного или мелкосерийного производства это далеко не всегда экономически оправдано. В поисках более дешевых способов изготовления прибегают к созданию таких фасонных поверхностей, которые представляют собой сочетания разных радиусов дугообразных форм. На рис. XI.22 приведен образец такого изделия /, все рабочие поверхности у которого могут быть образованы концевой фрезой 2, имеющей возможность воспроизводить относительные движения по дугам окружностей разных диаметров. Кинематически такие движения обеспечиваются путем применения специаль ного приспособления, устанавливаемого иа столе вертикально-фрезерного стайка. Принципиальное устройство такого приспособления показано на рис. XI.23. Осно вание приспособления 4 имеет четыре стойки, в подшипниках которых находятся два горизонтальных вала; на валах укреплены червячные колеса 9, а по концам расположены по два ползуна 5. С червячными колесами сцепляются червяки, сидящие на валу 6 и приводимые во вращение вручную (это может быть и механический привод от привода стола станка) рукояткой 8. Стол 3 приспособления имеет четыре лапы с вмонтированными в них цапфами, входящими своими сухарями в прорези ползунов. Оси цапф располагаются эксцентрично относительно осей валов червячных колес 9. Винты 7, связанные резьбой с сухарями цапф и находящиеся в прорезях ползунов 5, позволяют изменять эксцентриситет цапф, увеличивая или уменьшая его. На столе приспособления устанавливается обрабатываемая заготовка 2. При вращении вала 6 стол 3 относительно фрезы 1 будет описывать фигуры, являющиеся дугами окружностей, радиусы которых равны радиусам обрабатываемых поверхностей. После прохода одной строчки стол станка совместно с приспособлением перемещается на следующую строчку, и обработка таким же образом продолжается. Плоские поверхности изделия образуются фрезерованием их при зафиксированном Рис. XI.20. Обработка поверхиостн слож-иого профиля фасонной фрезой: С - плоскость симметрии вогнутой части профиля фрезы; Cl - п.10скость, совпадаюптая с плоскостью торца Б фрезы; А - базовый торец заготовки положении ползунов б, т. е. при поетоянном уровне егола 3 приепособления. При этом используются продольная и поперечная механические подачи стола станка. Вогнутые поверхности могут быть обработаны путем фрезерования обычными (нефасонными) торцевыми фрезами на широкоуниверсальных консольно-фрезерных станках или на вертикально-сзрезерных станках е поворотной шпиндельной головкой (например, модели 6Р12). На рис. XI.24 показана ехема обработки по этому способу захотовки турбинной лопатки 2 торцевой фрезой 1, установленной под углом q> к направлению продольной подачи, При такой установке зубья фрезы, расположенные по диаметру D на их лезвиях, описывают на обрабатываемой поверхности эллипс с полуосями а и Ь. Угол установки фрезы определяется из выражения бИ1ф= Ь/а. (118) Здесь полуоси а я b обычно заданы чертежом изделия. Таким же епособом можно получить вогнутую поверхнссть при фрезеровании не торцевыми, а не-етандартными двухугловыми фрезами. Способ этот успешно применяется при предварительной обработке точных изделий, например лопаток турбин. Фрезерование сферических поверхностей. Возникают случаи, когда необходима обработка наружных и внутренних шаровых поверхностей (на шаровых опорах, их ложементах, пальцах шарниров и подобных изделиях) на фрезерных станках. Эта работа выполняется о применением делительной головки и специальных фрез. На рис. XI.25 показаны способы фрезерования неполных сферических поверхностей. Во всех случаях помимо главного движения - вращения фрезы - вращение сообщается и заготовке - круговая подача. Механическая круговая подача осуществляется от привода продольной подачи сганка через сменные еубчатые колеса шпинделю делительной головки. На рис. XI.25, а дана обрабогка наружной шаровой поверхности шарнирного пальца. Шпиндель УДГ, в котором закреплена заготовка, усгановлен так, что оси заготовки / и фрезы 2 скрещиваются под углом 90 . На чертежах обычно заданы: диаметр сферической поверхности Ощ и высота шаровой головки Н. Диаметр фрезы (по лезвиям зубьев, обращенным к центру фрезы) D и угол установки шпинделя делительной головки а определяются по формулам: 0 = У ЩЛ; (119) (120) sin а = АЯ/Дц Пример 5. Определить диаметр фрезы и угол установки шпинделя делительной головки при заданных значениях шаровой поверхности шарнирного пальца: Dni = 00 мм и Я = 40 мм. По формуле (119) диаметр фрезы - (Я М t- t й о О) к 2 к и - Ф й е о га о ; W 1: (U п - p,aj . а схх о-в Z) = l/ 100.40 = 63,25 мм. 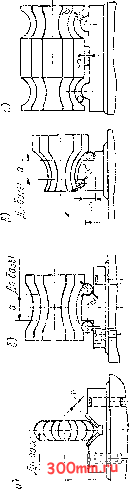 Ъгюд off; 1Щ оу
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


