
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования 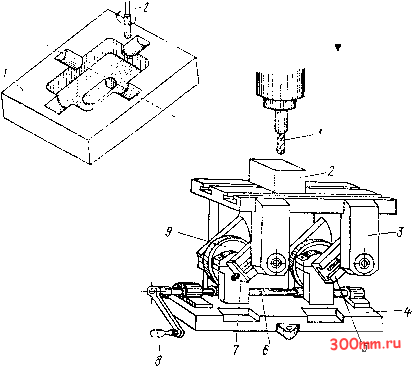 Рис. XI.23. Приспособление, обеспечивающее движе* ние заготовки по дугам окружностей относительно фрезы 1ис, XI,22 Изделие со сложной поверхностью, образованной дугами окружностей разных радиусов По формуле (120) угол усгансвки sm а = 40/100 = 0,6325; а = 39°14. На ряс XI 25, б показан другой способ фрезерования шаровой поверхности на заготовке, установленной в центрах делительной головки. В этом случае обычнр задаются диаметр шаровой поверхности и размер da. Угол скрещивания осей фрезы н заготовки а = 90°. Следовательно, для настройки станка нужно узнать лишь диаметр фрезы D, который определяется по формуле 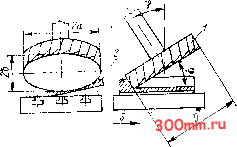 Рис. XI.24. Схема фрезерования вогнутой поверхности стан-дартной торцевой фрезой D = /z)-4. (121) В случае, изображенном на рис XI 25, в, производится фрезерование внутренней шаровой поверхности в шарнирной опоре. Для настройки станка при такой обработке необходимо знать величины и а. Они также определяются по формулам (119) и (120). Фрезерование поверхностей пространственно сложных форм может выполняться и методом объемного копирования. В этом случае перемещение фрезы относительно обрабатываемой заготовки 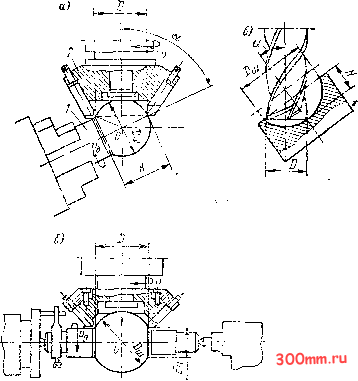 Pi-c. М 25. CxciiM 4 I € верования царувых и EFyTpeiHHX сферических поверхностей S) 5 4. 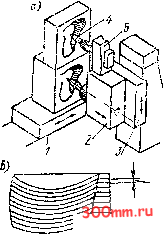 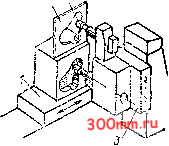 - S периодиуесквя -- 5 следящая Рис Xi.26. Схемы обработки на объемно копировально фрезерном станке а - обьем-Пой фасонной поверхности, б - криволинейною контура, в - методом строчечной оброботки с периодической подачей происходит в трех взаимно перпендикулярных направлениях. Управление такими перемещениями осуществляется при помощи копирующего прибора 5 (рис. X 1,26, а) следящей системы объемно-копировально-фрезерного станка. Палец 4 прибора находится Б постоянном контакте с поверхностью копира. С помощью контакта пальца обеспечивается ощупывание, сила которого ограничена до 1,0-1,5 Н. Малейшие отклонения пальца 4 в ту или другую сторону под воздействием копира вызывают электрические управляющие сигналы тем больших значений, чем больше отклонение. Эти сигналы преобразуются в рабочие подачи соответствующих скоростей и направлений за счет перемещений шпиндельной бабки 2, ее салазок 3 и стола 1 станка. Фрезерование объемной формы может вестись и с так называемой периодической - задающей подачей. Эта подача производится горизонтальными или вертикальными строчками (рис XI.26, в) такой длины, которая перекрывает габарит копира и заготовки с некоторым запасом. В конце строчек автоматически происходит очередной переход на выполнение новой строчки Шаг такого перехода является величиной периодической подачи Хцр, которая может изменяться в н-которых пределах. На объемно-копировально-фрезерных станках может выполняться и контурное копирование (рис. XI.26, б) по копиру в форме листа 5. В этом случае палеп 4 также с ощупывающим контактом обходит криволинейный профиль. Фреза в шпинделе повторяет заданный контур на заготовке Подачи веду1ся в данном случае только в двух направлениях - салазками 3 и столом /.
https://elitsmesi.ru что такое арт бетон декоративная штукатурка. |
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


