
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования глава XII ПУТИ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА НА ФРЕЗЕРНЫХ СТАНКАХ XII.1. Повышение проивводнтельности труда за счет применения рацнональных способов закрепления деталей на бтйнЙ Основными направлениями повышения производительности труда при работу на фрезерных станках являются: механизация закрепления заготовок; сокращений путы рабочих и вспомогательных ходов; увеличение числа одновременно обрабатываемых поверхностей; многоместная обработка заготовок; непрерывная обработку (совмещение основного и вспомогательного времени); групповая обрабогка; авто* магизация процессов обработки; многооперационная обработка заготовок; оптими аацня режимов резания за счет совершенствования режущих качеств фрез и рационального использования мощности станка. Устранение ручного закрепления, связанного с затратой мускульных усилий рабочего и относительно длительным временем их выполнения, производительно сказывается на работе с помощью (особенно в серийном производстве) зажимных элементов в виде прихватов с механизированным приводом. Такие прихвагы можно устанавливать в различных местах стола фрезерного станка и использовать для быстрого и надежного закрепления разных по конфигурации и высоте заготовок. ia рис. XII.1, а показан прихват с пружинно-гидравлическим приводом, регулируемый по высоте путем набора однотипных подкладок 1 и размещения гайки 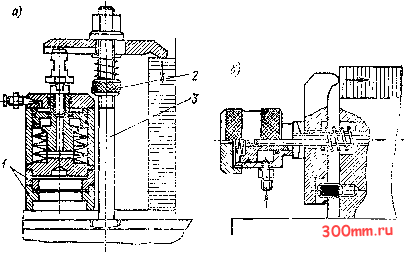 1>С. XII.1. Зажимные элементы - прихваты с гидравлическими водами и пружинно-гидравлическими при
2 на ДЛИННОЙ резьбе dc.iid 3. Здесь зажач осущеиБляегся раке/ом тарельчатых пружин, а разжим - давлением масла из сети от гидроусилителя, которое, действуя на поршень, сжияает пружины и освобождает планку прихвага, Тачие средства Зажима повышают безопасность работы, так как действующая сила не зависят ни от какого другого ее источника На рис. XI!. 1, б приведен механизированный прихват с гидроприводо\(, действующий в условиях горизонтальною направления силы зажима. Использгвание механизированных прихватов позволяет применять их для од-HOBpesteffHoro закрепления нескольких (или одной) заготовотс. При этом закрепление производигся одной рукояткой крана, открывающего доступ масла в систему питающей сети. Применение приспособлений с мехянизированным (пневматическим, гидравлическим, магнитным и др.) приводом, а также приспособлений прогрессивных конструкций (см. гл, VIII) содействует значительному повышению производительности труда. Эффект экономии вре.мени, достигаемый при механизации и автоматизации 01дельных операций вспомогательной работы на фрезерных станках, приведен в табл, ХП.1. XII.2. Повышение ираязводительиостя труда за сч&т выВйэа рационального метода фрезерования Сокращение пути рабочих и вспомогательных ходов. Рациональные схемы взаимного расположения фрезы и заготовки (заготовок) в ряде случаев позволяют сократить длину рабочего и вспомогательного ходов вне зависимости от длины заготовки. Если диаметр торцевой фрезы несколько превосходит длину обрабатываемой поверхности заготовки, то фрезерование следует вести по схеме а. а не по схеме б. Длина рабочего хода сокращается. В том случае, когда диаметр торцевой фрезы несколько меньше длины заготовки (рис. XII.2, в), направление подачи должно быть принято вдоль заготовки, т. е., как показано, не допуская двух коротких рабочих ходов поперек заготовки. Последнее приведет не только к некоторому увеличению длины рабочего хода, но и к ухудшению плоскостности обработанной поверхности. На рис. ХП.2, д я е приведены два варианта установки шести заготовок размерами 25 X 50 мм. При обработке по схеме д расчетная длина обработки L =з 360 мм, а по схеме е L ~ 210 мм. Соответственно этому длина рабочего хода, приходящаяся на одну заготовку, при варианте д равна 60 мм, а при варианте е - 35 мм. В ряде случаев длина рабочего хода, а следовательно, и основное время обработки, приходящееся на одну заготовку, могут быть значительно уменьшены за счет? изменения направления подачи. Например, при фрезеровании торцевых поверхностей Шшяие механизированных, к автгаатизи-ровтпащвж jiCTpoficTs на сокращение времени выполнения отдельных операций 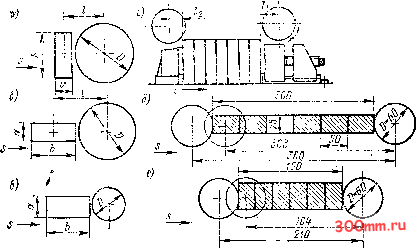 1ис. ХИ.2. Схемы расположений фрезы и заготовок, определяющие возмокности сокращения пути рабочего хода ly проушины 1 (рис, XI 1.3, й) длина рабочего хода относительно фрезы с учетом врезания и выхода составляет для получистового фрезерования 130 мм (ход /-II) и для чистового - 230 мм (ход /-111) При фрсзсрсвании этой же заготовки по схеме б длина рабочего хода фрезы равна 65 мм, т. е в 2-3,5 раза меньше, чем при обработке по схеме а. Общая длина рабочего хода набора фрез при одновременной обработке четырех рычагов (рнс, XII.3, в) по схеме г составляет длч пслучистсвого фрезероваиия 300 мм (ход /- ), а для чистстзого - 420 мм (ход /- /). При изменении направления по-
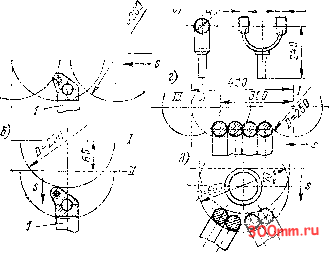 Рис. XII.3. 0£9Ш зрационального напрввлеиия подачи и расположения заг Фаво1 сокращающие длину рабочего хода
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
|||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


