
|
|
Читаемые статьи
Читаемые книги
Ссылки
|
Главная > Наладка и эксплуатация оборудования iJonyPTWMые отнлоиелнн бйф в лависимости от допуска на ширину naja. В*а.?меры, мы
ранее данными, отр. жающиын sahhlh.Mocrrij биюния от диаметра фрезы. Донусишые отклонения на изготовление фрезы бйф представлены в табл. VI.6. Расстояние между фрезами / и .3 зависит прежде вееи Or размера В детали (рис. V!.3, б). Кроме того, па эют размер оказывяюг ачияние следующи* фактт.ры: погрешность обработки (разбивание) биение, икрцевых. зубьрв фрезы До; нанос фрез Аи; погрепгность устаноики фрез Дусг.. Доп\п< на р;ьмер В 6B = 2Дфf 2До + 2Д +ЯЛу,-. . Отсюда можно оиредглигь допуск пи износ торцевых зубьев rj рез 1 и 3 Ди = 0,5 {ЬВ - Дуег)=- (Лф + До)- (27) Величину Дус1 нрин1МЯ!от на основе статистических онытш>1\) данных. Установочный (наладочный) размер Ь определяется по (1ормулян: йй-2(Дф + Де-Д ); (28) Ддя!подбора установи! 11Ы1Х колец, в дашюм случае симмегричмой установки А.2 = .4, нахойим: (29) = 0,6 (й;,5- V л,. = 0,5 - g). Пример 2. Гребук1ся рассчитать набор из трех фрез для обработки детали по рис. VI.3, б. .Заданы размеры: Ai = 10 мм; bi,== iO * - мм; fi~30 мм. Диаметры ф)рез I и 3 100 мм, фрезы :! 60 мм. 1. По даштым, приведенным на с: 126, определяем: для фрезы 2 бб = 0,05 мм и Дф= 0,09 мм; для фрс-з / и 3 fio = 0,05. мм и Аф= 0,09 нм. 2. По данным табл, V!.6 для фрезы 2 б&ф = -0,03 мм. 3. Но формулам (26); ч. иС = !0 +0,1 - 0,05 + 0,09) = 9,96 мм; Ьф.нм = 10 -i- 0,1 - (0,05 + 0,09) - 0,03 = 9,93 мм. 4. По формуле (27), принимая (условно) Ауст = 0,05 мм, определяем Д = 0,5 (0,4 - 0,05) - (0,09 + 0,05) = 0,03 мм, 5. По формулам (28): fi,g = 29,6 + 0,4 - 2 (0,09 + 0,05 + 0,03) = 29,66 мм; В; = 29,6 + 0,4 - 2 (0,09 + 0,05 + 0,03) - 0,05 = 29,63 мм. Установочные кольца к центровым оправкам горизонтально-фрезерных станков. Размеры, мм (ГОСТ 5в71-75) Исполнение 1 Исполнеш2  Исполнение 3 Накатка сетчопШИ Исаолн9Ше4-(шпоттдание) 
Примечания: 1. Пример полного условного обозначения кольца исполнения 4 d, = 2/ мм и Z. = 0,10 мм; Кольцо 6030-0842 ГОСТ 15071 - 75 Первое число, т. е. 6030, остается неизнениоШ для колец всех исполнений и размеров. 2. Неперпецдикулярность торцевых поверхностей колец относительно оси отверстия при соотношениях длины кольца к внутреияему диаметру 1 1 и Выше не должна быть ботее 2/3 допуска иа изготовление отверстия. 6. По формулам (29): Лпб = 0,5 (29,66 - 9,93) = 9,86 мм; нм = 0,5 (29,63 - 9,96) = 9,83 мм. Установочные кольца (табл. VI.7) имеют конструктивное оформление в четырех исполнениях (1, 2, 3 и 4). Для того чтобы быстро составить комплект колец требуемого размера, нужно начинать комплектов- ку с тонких колец, содержащих сотые и десятые доли миллиметра, и подбирать их таким образом, чтобы остаток составлял целое число миллиметров. Затем следует взять кольцо наибольшей ширины (содержащейся в остатке), после чего - еще одно кольцо, дополняющее набор до заданной суммы. При всех условиях желательно составлять комплект из возможно меньшего числа колец. Пример 3. Составить комплект колец шириной 9,86 мм (см. пример 2). Возьмем кольцо 1,06 мм, после чего остаток будет равен 8,8 мм. Его MoxiHO составить из четырех колец: 1,0; 1,3; 1,5 и 5. Таким образом, весь набор будет ско.мплектован из пяти колец точного комплекта. А = 1,06 + 1,0+ 1,3+ 1,5+ 5,0 = 9,86 мм. Некоторое распространение получили регулируемые распорные кольца, позволяющие точно установить фрезы набора (рис. VI.4). В этом случае сначала набирают несколько нормальных установочных колец на длину, несколько меньшую разности заданного расстояния между фрезами и минимальной ширины регулируемого кольца (муфты), после чего с помощью муфты производят регулирование расстояния между фрезами на заданный размер. 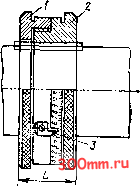 Рис. VI.4. Регулируемое распорное кольцо: / - гайка; 2 - основание кольца с делениями; 3 - указатель отсчета VI.4. Закрепление концевых и торцевых фрез Концевые фрезы с цилиндрическим хвостовиком устанавливаются и закрепляются путем применения цанговых патронов Цанговые патроны изготавливаются о хвостовиками конусностью 7 : 24 и с конусом Морзе. Для обоих типов производятся унифицированные цанги. Конструкция и размеры патронов и цанг приведены в табл. VI.8. Втулки переходные для концевых фрез с коническими хвостовиками производятся с наружным конугсом Морзе и конусностью 7 : 24 (табл. VI.9). Набор втулок позволяет устанавливать в шпинделях различных металлорежущих станков фрезы с коническими хвостовиками от конуса Морзе 1 до конуса Морзе 6. Втулки с отжимной ганкой обеспечивают облегченный съем втулки с инструментом. Втулки с наружным конусом 7 : 24 имеют 4шанец с пазами, которыми они соединяются с шипами на торце шпинделя сганка при их установке. Использование этих втулок требует обязательного закрепления их шомполом, который затягивает втулку в гнездо шпинделя. Втулки переходные с наружным конусом 7 : 24 и торцевым пазом используются для установки различных оправок и патронов, хвостовики которых имеют конус Морзе и лыску. Быстродействующие патроны целесообразно применять в условиях обработки с частой сменой инструментов. Патроны позволяют осуществлять смену фрез без необходимости использовать шомпол, что значительно экономит время. На рис. VI.5 показаны два патрона для закрепления концевых фрез с коническими хвостовиками. В первом патроне (рис. VI.5, а) фреза предварительно закрепляется в переходной втулке 2 винтом 4. Втулка 2 имеет на своем фланце два выступа (второй на рисунке не показан). С закрепленным инструментом втулка вставляется в конусное отверстие корпуса 3 патрона, закрепленного в шпинделе станка шомполом, и затя- Блюмберг В. А. и др.
|
 Чем хороши многотопливные котлы?  Нетрадиционное отопление  Детище отечественной Оборонки  Что такое автономное индивидуальное отопление?  Использование тепловых насосов  Эффективное теплоснабжение для больших помещений  Когда удобно применять теплые полы |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 1998 - 2026 www.300mm.ru.
При копировании материала обязательно наличие обратных ссылок. |


